Relevantnost otázky, jak správně připojit trubky HDPE, je vysvětlena skutečností, že takové výrobky vyrobené z nízkotlakého polyethylenu se aktivně používají v moderní výstavbě a také pro opravy. Instalaci takových trubek, kterými lze přepravovat různá média, zvládnou i ti, kteří se s potřebou takového postupu ještě nikdy nesetkali.

Zařízení systému letní závlahy z HDPE trubek
Rozsahy trubek z polyetylenu nízkého tlaku
Díky svým jedinečným vlastnostem jsou trubky HDPE široce používány nejen v investiční výstavbě, ale také v domácích podmínkách. Nejběžnější oblasti použití těchto trubek jsou:
- instalace potrubí používaných pro zásobování vodou stavebních konstrukcí pro různé účely;
- uspořádání kanalizačních systémů;
- ochrana elektrických kabelových systémů;
- vytvoření hydroizolační vrstvy pro prvky topných rozvodů;
- ochrana komunikačních kabelů, když jsou položeny na otevřeném terénu;
- zajištění normálního fungování artéských studní;
- tvorba betonových konstrukcí při výstavbě monolitických stavebních konstrukcí;
- instalace zavlažovacích systémů pro skleníky.
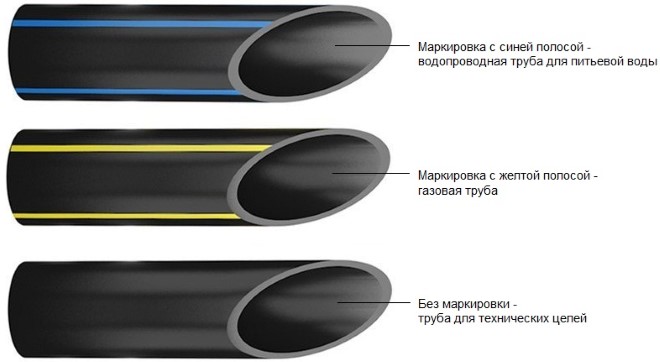
HDPE trubky jsou barevně odlišeny v závislosti na účelu
Vysoká obliba takových výrobků je způsobena také tím, že spojování HDPE trubek lze provádět pomocí různých technologií, z nichž každá zajišťuje jeho spolehlivost a těsnost.
Způsoby připojení
Jak připojit HDPE trubky? Nejprve byste si měli prostudovat vlastnosti této technologické operace. K dnešnímu dni bylo vyvinuto mnoho metod, které umožňují spolehlivé spojení trubek z tohoto materiálu. Všechny sloučeniny získané pomocí těchto metod lze rozdělit do dvou typů:
- jednodílné (vytvořené svařováním);
- odnímatelné (tvořené pomocí speciálního kování – kování).

Demontáž HDPE trubky pomocí T-kusu se závitem
Nejčastěji se při použití trubek z HDPE používají rozebíratelné spoje. To je způsobeno následujícími výhodami sloučenin tohoto typu.
- Není třeba kupovat speciální svařovací zařízení nebo zapojovat specialisty, jejichž služby nejsou levné.
- Spoje tohoto typu lze provádět i v místech, kde použití svařování není možné. Kovové tvarovky se používají zejména v případech, kdy musí být spojení trubek z HDPE provedeno pod vodou.
- Spoje trubek z HDPE se provádějí velmi rychle, což nijak neovlivňuje jejich spolehlivost.
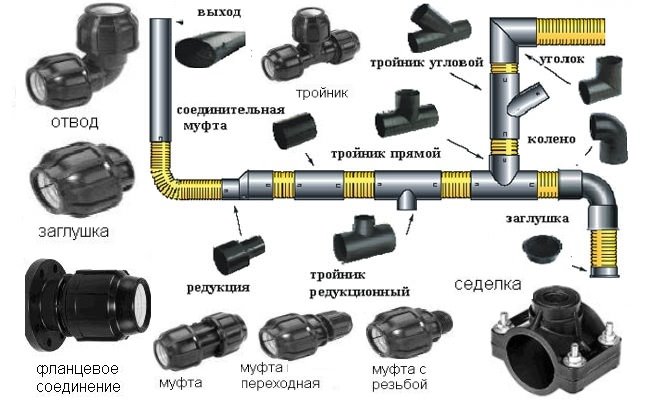
Typy tvarovek pro spojování HDPE trubek
Zástrčné spoje
K dnešnímu dni se používají dva způsoby k získání odpojitelných spojů pro trubky vyrobené z HDPE:
- tzv. hrdlový spoj, pro který se používají speciální elastická těsnění (i přes snadnost provedení takového spojení jej lze použít pouze při instalaci netlakových potrubí);
- spoje provedené pomocí spojovacích prvků, jako jsou kovové příruby a tvarovky.
Jako tvarovky používané pro spojování HDPE trubek se často používají polyetylenové spojky vyrobené technologií vytlačování. Aby bylo možné použít tvarovku tohoto typu, není nutné používat drahé svařovací zařízení. Navíc jsou takové konektory levné, což činí jejich použití ještě efektivnější z hlediska nákladů.

Typy spojek pro rozebíratelné spojení HDPE trubek
Tento typ tvarovek pro HDPE trubky, stejně jako polyetylenové spojky, má řadu výhod, z nichž nejvýznamnější zahrnují:
- doba provozu, jejíž doba může dosáhnout několika desítek let;
- vysoká spolehlivost;
- odolnost proti mechanickým vlivům a výrazným teplotním výkyvům v provozu;
- vysoká odolnost i velmi agresivnímu prostředí;
- univerzálnost (aplikace pro instalaci potrubních konstrukcí pro různé účely).
Na moderním trhu existuje několik typů spojek tohoto typu:
- komprese s vnitřním nebo vnějším závitem (lze je použít pro instalaci jak polymerních, tak kovových trubek, plynovodů a topných systémů);
- spojovací, používaný pro instalaci HDPE trubek o stejném průměru;
- redukční, pomocí kterého spojují trubky, které se od sebe liší průměrem.
Spojení HDPE trubek pomocí kompresních šroubení se provádí podle následujícího algoritmu.
- Nejprve je třeba demontovat spojovací prvek, k čemuž se na něm odšroubuje převlečná matice.
- Úsek potrubí, na kterém bude provedeno připojení, je pečlivě očištěn a na jeho konci je provedeno zkosení.
- Na povrch trubky by měla být aplikována značka, za kterou by konec spojovacího prvku neměl jít.
- Aby proces připojení nezpůsobil žádné zvláštní potíže, musí být konec trubky ošetřen roztokem tekutého mýdla.
- Po dokončení všech přípravných postupů je trubka vložena do spojovacího prvku, pro který je zapotřebí určité úsilí.
- Po ponoření trubky do tvarovky na požadovanou značku se utáhne matice na spojovacím prvku. Při utahování matice dávejte pozor, abyste příliš neutáhli vytvářený spoj.

Montáž svěrných šroubení
Trvalá spojení
V některých případech souvisejících se spojováním trubek vyrobených z HDPE je vhodnější použít ne tvarovky, ale svařování, které lze provést pomocí dvou hlavních technologií:
- pomocí elektrických spojek;
- zadek.
Elektrospojky jsou spojovací prvky z polyetylenu, v jejichž vnitřní části je vložena elektrická spirála. Při instalaci potrubí se na spirálu takových spojek přivádí napětí, což vede k roztavení plastu a vytvoření spolehlivého spojení.

Pro práci s elektrickými spojkami se používá speciální svařovací stroj.
Aby bylo dosaženo spolehlivého a trvanlivého spojení trubek vyrobených z HDPE pomocí elektrických spojek, musí být dodrženy následující podmínky.
- Oblasti výrobků, které se budou přímo podílet na vytváření spoje, musí být pečlivě očištěny.
- Během ohřevu a chlazení musí být připojené prvky zcela nehybné.
Pro připojení HDPE trubek metodou svařování na tupo, jak je uvedeno výše, je zapotřebí speciální vybavení. Podstata této metody spočívá v tom, že konce spojovaných trubek se předehřejí a uvedou do určitého stavu podle stupně jejich plasticity, poté se k sobě přitisknou a v této poloze se drží, dokud plast zcela ztuhla. Po polymeraci plastu se vytvoří spolehlivé a odolné potrubní spojení. Je třeba mít na paměti, že spolehlivé a těsné spojení lze touto metodou dosáhnout pouze tehdy, pokud má průřez spojovaných trubek tvar rovnoměrného kruhu bez elipsy.
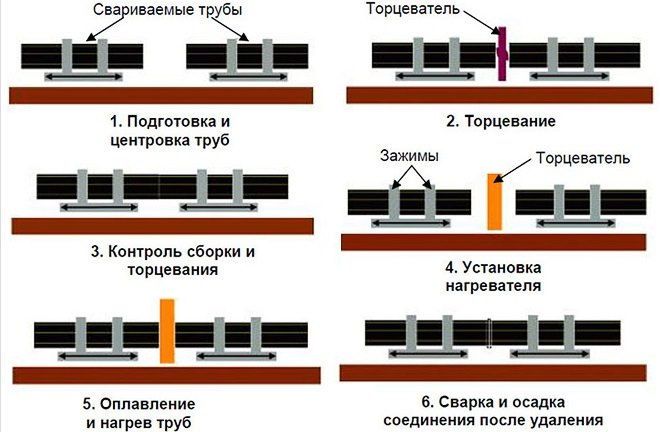
Postup při svařování HDPE trubek
Na svařované spoje, pomocí kterých se provádí instalace trubek z HDPE, jsou kladeny následující požadavky.
- Povrch svaru v žádném z jeho bodů by se neměl nacházet pod vnějším povrchem spojovaných výrobků.
- Výška svaru může být v následujících mezích: pro trubky s tloušťkou stěny do 5 mm – 2,5 mm; pro trubky, jejichž tloušťka stěny je v rozmezí 6–20 mm – ne více než 5 mm.
- Je povoleno vzájemně odsadit spojené trubky, jejichž hodnota by neměla přesáhnout 10% tloušťky jejich stěn.
Při výběru způsobu připojení trubek vyrobených z HDPE je třeba vzít v úvahu řadu faktorů:
- podmínky, za kterých bude vytvořené potrubí provozováno;
- velikost tlaku vytvořeného v potrubí;
- povaha média, pro jehož přepravu je potrubí vytvořeno.
Pouze za podmínky, že jsou zohledněny všechny tyto faktory, je možné zvolit technologii, která zajistí spolehlivé a trvanlivé spojení prvků potrubí.

Výměna, oprava nebo položení komunikačních systémů je velmi vážná věc, i když ne obtížná. Pokud se přiblížíte se zvláštním stupněm péče a určitými znalostmi, můžete provést vynikající práci při svařování trubek vlastníma rukama. Abyste získali kvalitní připojení, potřebujete nějaké vybavení. Existuje mnoho zajímavých video tutoriálů, ve kterých se můžete naučit nejen svařovat prvky, ale také různá doporučení pro výběr nástrojů a materiálů pro lepší práci. Za zmínku také stojí, že existují dva způsoby svařování polyethylenu, s výjimkou speciálního zařízení pro trubky HDPE velkého průměru. Každý z nich lze použít bez ohledu na typ systému. Ale jsou mezi nimi určité rozdíly.
Efektivní způsoby spojování HDPE trubek
Technologicky lze HDPE trubky spojovat dvěma hlavními způsoby – jednodílné a rozebíratelné.
První zahrnuje použití svařovacího stroje, druhý je realizován bez použití svařovacího stroje.
Viz také: Jak zkontrolovat napětí v zásuvce pomocí multimetru: podrobný popis, jak měřit hlavní parametry proudu v síti (120 fotografií + video)
Každý způsob upevnění má své výhody a nevýhody, a proto je na základě konkrétních podmínek vybrána nejlepší možnost spojování polymerních trubek.
Svařované jednodílné spoje umožňují maximální utěsnění, což je důležité zejména při uspořádání tlakových vedení. Rozebíratelné přípojky se snadno instalují a umožňují kdykoliv rozebrat potrubí za účelem změny konfigurace vedení nebo jeho doplnění o nové odbočky.
Jednodílné způsoby připojení
Pro spojování HDPE trubek se používají dva jednodílné způsoby spojování: svařováním natupo a instalací elektrosvařovací spojky.
V každém případě jsou při implementaci těchto metod na připojení kladeny následující požadavky:
- Maximální úhel posunutí svařovaných segmentů by neměl být větší než 10 % vzhledem k tloušťce stěny spojovaných trubek.
- Tupý spoj by měl být proveden nad vnější úrovní povrchu sousedních segmentů.
- Výška válečku dobře vyrobeného švu by se měla pohybovat v rozmezí 2,5-5 mm.
Optimální hodnota výšky válečku závisí na tloušťce stěny roztaveného produktu. U tenkostěnných trubek (do 5 mm) by neměla být větší než 2,5 mm. Pokud se tloušťka stěny trubek pohybuje mezi 6-20 mm, pak by výška válečku neměla být větší než 5 mm.
Svařováním trubek natupo
Vytvoření trvalého spojení se provádí změkčením materiálu do stavu viskózní látky tak, aby došlo k difúznímu spojení jeho částí. Používá se pro trubky s tloušťkou stěny větší než 5 mm.
Tupý spoj svařovacím strojem se používá při uspořádání potrubí, kterými má být kapalina přepravována za podmínek vysokého tlaku
Na rovných úsecích vodovodního systému, který má být provozován pod tlakem, se používá způsob připojení svařováním. Pouze to umožňuje získat těsné spojení s průměry nad 200 mm, protože nevytváří ztrátu tuhosti potrubí, což vede k deformaci.
Silné svařování HDPE trubek s vlastními rukama se provádí pomocí speciálního nástroje. Podstatou metody je zahřátí konců spojovaných prvků do viskózního stavu pomocí topné trysky. Změkčené konce se jednoduše spojí pod tlakem, načež se spoj jednoduše nechá vychladnout.
Hlavním problémem při práci se zařízením je potřeba řídit nejen stupeň zahřívání prvků, ale také jejich vlastní pohyby, aby nedošlo k poškození švu a nedošlo k porušení integrity trubek.
Při provádění svářečských prací je důležité dodržovat teplotní režim topných těles. Parametry pro udržení času a teploty topných prvků jsou určeny s ohledem na tři faktory:
- Tloušťka stěn potrubí.
- Výstupní průměr.
- Technické parametry pájecího zařízení.
Spojení trubek svařováním je nejspolehlivější a nejodolnější možností. S ním můžete vytvořit jednodílnou montáž, která odolá tlaku netlakových i tlakových vodovodních systémů.
Hlavní výhodou svařování spojovacích prvků je spolehlivost, které nelze dosáhnout metodou lisování za studena. Mezi „nevýhody“ metody svařování je pouze nemožnost rozebrat spojení pro údržbářské práce a čištění stejného potrubí
Svařování se provádí v následujícím pořadí:
- Komunikace je oříznuta na zadanou velikost. Ořízněte rovnoběžnost roviny konců. Konce jsou začištěny kouskem brusného papíru.
- Z konců se odstraní zkosení o šířce 2-3 mm. Místo svařování je důkladně očištěno a ošetřeno odmašťovacím prostředkem.
- Páječka je nastavena na značku ohřevu 260 °. Během zahřívání navlékněte trysky a počkejte, až jejich stupeň zahřátí dosáhne nastavené teploty.
- Pomocí centrovacího mechanismu se do dutiny trysky zahloubí tvarovka a konec trubky. Není-li v páječce centrovací mechanismus, bude nutné vyrovnání zkontrolovat „okem“, aby bylo dokování co nejpřesnější.
- Vystředěné prvky jsou zatlačeny ke specifikované značce, spojují se pod tlakem a vydrží dobu uvedenou v pokynech pro přetavení.
- Po dokončení práce je zařízení odsunuto stranou a odpojeno od sítě. Svařovací oblast bez posunutí a rotace je fixována v předem určené poloze, dokud není povrch zcela ochlazen.
Při provádění svařování je důležité to nepřehánět. To může vyvolat tvorbu přítoku polyethylenu na vnitřním průměru produktu.
Viz také: Vibrační stůl na dlažební desky: video udělej si sám, domácí výroba, výroba vibračního stroje
Tabulka, která se používá k řízení procesu, aby se dosáhlo co nejpevnějšího spojení bez přehřívání plastu
Pro dosažení spolehlivého upevnění by hloubka instalace měla být asi 2 mm. Při zachování dané hloubky bude mít výsledný svar rovnoměrný, reprezentativní vzhled se stejnou výškou odsazení.
Elektrofúzním svařováním
Při realizaci tohoto způsobu nerozlučného spojení se používá elektrotavné svařování nebo elektrosvařovací tvarovka.
Jednorázová objímka použitá k tomuto účelu je vyrobena ze stejného materiálu jako trubky, ale navíc je vybavena vestavěným topným tělesem.
Tato metoda je účinná, když musíte pracovat ve stísněných podmínkách. Například při provádění oprav ve studních nebo když potřebujete provést navázání do dříve připojeného potrubí.
V domácích regulačních dokumentech neexistují jednotné normy pro pájení zásuvek. Tato technologie se běžněji používá v evropských zemích a je regulována normami DVS-220715.
Technologie elektrofúzního svařování se nejčastěji používá pro potrubí z trubek, jejichž průřez se pohybuje od 20 do 300 mm
Technologie spojování HDPE trubek pomocí spojek zahrnuje řadu hlavních kroků:
- Příprava komunikačního místa. Vnější povrch vývodu je očištěn od mastnoty a prachu. K tomuto účelu se používají mýdlové a alkoholové roztoky, které jsou prezentovány v široké škále v železářství.
- Zpracování spojů. Hustota upevnění přímo závisí na tom, jak hladce je řez proveden. Pro získání dokonale hladkého povrchu se konec trubky otírá řezem jemnozrnného brusného papíru.
- Vytváření úkosů. Odbočný spoj je řezán pod úhlem 45°. Zkosení zajistí nejtěsnější usazení prvků a jejich upevnění.
- Montáž spojky. Spojka je připojena ke zdroji energie. Po zahřátí na předem stanovenou teplotu se jedna strana (trn) spojky nasadí na trubku a druhý konec (objímka) se připojí k druhému výstupu trubky.
Klíčovou podmínkou pro realizaci elektrofúzního svařování je zajištění nehybnosti dílů v době ohřevu a tuhnutí prvků. Při prohlubování vývodů segmentů do dutiny vyhřívané spojky je důležité provést práci rychle, ale co nejpečlivěji, aby nedošlo k přehřátí polyetylenu.
Druhá část potrubí je uložena na konci spojky, přičemž jsou části potrubí označeny co nejtěsněji, aby se dosáhlo minimální mezery.
V okamžiku zahloubení segmentů do dutiny spojky se připravte na to, že se zpod ní postupně objeví tekutý plast. Po dokončení práce zbývá pouze vyjmout spojku a položit připojené potrubí na pevný povrch, aby bylo zajištěno v požadované poloze. Po ztuhnutí taveniny bude v místě spoje viditelný krimpovací límec pevně připevněný k trubce.
Ale při výběru této metody stojí za zvážení, že plastové trubky nejsou příliš tuhé. Proto se silným vnitřním tlakem může vytvořený šev jednoduše rozptýlit. Objímkové připojení není nejlepším řešením pro uspořádání topných komunikací a vytvoření vývodů pro umyvadlo.
Bleskové tipy
- Při provádění svářečských prací, je nutné dodržovat tlakový režim, protože charakteristiky mohou být výrazně sníženy v důsledku příliš velkého tlaku.
- Při provádění svářečských prací, neotáčejte trubky – to povede k porušení těsnosti a získáte nekvalitní spojení, které po chvíli vyteče.
- Odmašťování konců trubek nejlepší je vyrábět s roztokem technického lihu – odstraní nejen všechny tukové usazeniny, ale odstraní i zbytky nečistot, které by mohly zůstat po mechanickém čištění potrubí. Alkohol neovlivňuje povrch výrobku.
Odpojitelné způsoby připojení
Pokud zvážíme možnosti rozebíratelného spojení, pak jsou realizovány pomocí přírub a svěrných šroubení.
S přísným dodržováním instalace se ukáží jako spolehlivé jako ty, které jsou vytvořeny při použití svařovacího stroje.
Jakýkoli typ nerozlučného spojení zahrnuje elastickou část. Při stlačení utahovacím nástrojem vyplní všechny dutiny v oblasti spoje, čímž se vyloučí netěsnosti.
S HDPE tvarovkami
K realizaci tohoto způsobu se používají svěrné šroubení, což jsou stěrky, doplněné o vnější závity na obou stranách.
Jsou schopny ukotvit potrubí a zajistit těsné spojení s vysokým těsnícím výkonem. Zároveň není obtížné kdykoli demontovat skládací spoj za účelem změny konfigurace linky nebo provedení urgentních oprav.
Tento způsob odpojitelného připojení se často volí v soukromých domácnostech, kdy je nutné připojit kohoutek od zdroje vody k přívodu vody z domu.
Posloupnost akcí pro získání vhodného spojení:
- Na připravené konce obou trubek se navlékne distanční kroužek z polyuretanu nebo pryže. Vnější průměr prstence se musí rovnat vnitřní velikosti spojovaných trubek.
- Konce jsou opatřeny napínací maticí a dvěma upínacími podložkami. První podložka je určena k vytlačení distančního kroužku, druhá je určena k utěsnění matice proti konci trubky.
- Spoj je spojen podle principu “trubka – tvarovka – trubka”. Pro zvýšení spolehlivosti je z obou stran zcela přitlačen napínací maticí.
K montáži namontovaných dílů se používá speciální klíč. Odšroubují upínací matice na spojovacích armaturách.
Díly sestavené pomocí svěrných šroubení lze demontovat a opakovaně používat, aniž by byla ohrožena spolehlivost spojení.
Hlavní výhodou tohoto způsobu připojení je, že je vhodné jej provádět i při výrazném poklesu okolní teploty. Přičemž limit svarových spojů je minimálně +5°C. Široká škála spojovacích prvků s různými průměry umožňuje sestavení libovolné elektroinstalace a vytvoření potřebných odboček v potrubí.
Instalací příruby
Přírubový typ připojení se volí, pokud je potřeba napojit HDPE potrubí na ocelové trubky. Pomocí přírub je vhodné na potrubí připevnit ventily, regulátory a šoupátka.
V prodeji jsou navlékací ocelové příruby a ty, které jsou vybaveny průchodkami, které jsou přivařeny na konce polymerových trubek
Pro instalaci na polyethylenové trubky se používají příruby, které odpovídají GOST 12882,80. Mají rozšířený vnitřní průměr.
Práce na instalaci příruby se provádějí v následujícím pořadí:
- Na jednom konci komunikace se vytvoří vlákno.
- Do závitu je zašroubován prvek.
- Na prvek se nasadí odbočka připojené trubky.
- Křižovatka je vyhřívána spojkou nebo stavebním vysoušečem vlasů.
Před nasazením příruby je nutné zkontrolovat, zda na ní nejsou ostré výstupky a otřepy, které mohou poškodit konec polyetylenové trubky.
Použité svařovací zařízení
Ruční svářečka MSPT-250U4
Určeno pro svařování na tupo. Vhodné pro většinu průměrů. Vybaveno speciálním nepřilnavým povlakem, díky kterému se nemusí po výrobě každého spoje čistit.
Má také regulátor teploty a systém automatického řízení výkonu, díky čemuž je velmi pohodlné s ním pracovat. Jeho sada obsahuje montážní prvky, trysky pro různé průměry a samotný ohřívač, stojan pro toto zařízení a kovovou krabici pro jeho uložení.
MSPTU-630
Pro elektrofúzní svařování, které umožňuje pracovat i s malými průměry. Díky velké sadě spojek a spotřebního vybavení je pomocí instalace možné velmi rychle a efektivně opravit potrubí, získat vysoce kvalitní spoje a tak dále.
Jak ohýbat nebo narovnávat výrobek
Polyetylenové trubky jsou k dispozici v prodeji v rovných 12metrových délkách nebo ve formě pevných výrobků navinutých na velkých svitcích. Ve zkrouceném stavu mají výrobky tvar kroužků a jsou deformovány. Před rovnáním nebo ohýbáním deformované HDPE trubky je nutné ji zahřát.
Při montáži potrubí je často nutné narovnat zkroucenou nebo naopak ohnout deformovanou polyetylénovou trubku
Nízkohustotní polyethylen je známý svou dobrou elasticitou. Tuto vlastnost však ztrácí při teplotě ohřevu nad + 80 ° C. Tento okamžik se používá v případě potřeby ke změně konfigurace produktu.
Je však třeba si uvědomit, že pro rovnání nebo ohýbání lze teplotu zvýšit pouze na krátkou dobu. Polyetylenová trubka koneckonců patří do kategorie stavebních materiálů, které mohou být při porušení teplotního režimu poškozeny.
Přehled metod ohýbání trubek
Nejjednodušší je narovnat trubku a odstranit záhyby, které vznikly během skladování a přepravy, poté, co se produkt mírně zahřeje. Pokud se výměna nebo oprava potrubí provádí v létě, kdy jsou sluneční paprsky co nejžhavější, můžete je použít k dosažení úkolu.
Chcete-li narovnat HDPE trubku, stačí ji nechat několik hodin na přímém slunci a pevně upevnit konce segmentu
UV paprsky nezhorší provozní parametry polyetylenu, ale zároveň budou schopny na chvíli změkčit stěny výrobku. Změkčenou trubku stačí upevnit podél pevné podpěry nebo stěny nebo ji položit do předem vykopaného výkopu. Než narovnáte ohnutou HDPE trubku na zemi, musíte místo vyčistit.
Pokud je třeba pracovat v zimě, použijte k ohřevu výrobku horkou vodu. Tato metoda je však účinná pro trubky, jejichž velikost nepřesahuje 50 mm. Jako pomůcky pro rovnání můžete použít kovové zábradlí a zdivo. V každém případě: čím kratší je délka výrobku, tím snadněji se s ním bude pracovat.
Efektivní metody ohýbání obrobku
Pokud nastane opačná situace, kdy je nutné HDPE trubku ohnout, použije se stejné tepelné zpracování. Pro zahřívání se používají následující metody:
- ofukování horkým směrovým vzduchem stavebního vysoušeče vlasů;
- zahřejte stěny produktu plynovým hořákem;
- zalijte povrch vroucí vodou.
Pro zjednodušení postupu ohýbání je lepší postavit formovací rám. Rám, jehož velikost odpovídá průměru ohýbané trubky, může být vyroben z běžných dřevovláknitých desek. Aby byl povrch rámu hladký, obruste jej kouskem brusného papíru.
Pro ohýbání HDPE trubky pomocí vysoušeče vlasů se práce provádí v následujícím pořadí:
- Ošetřovaný prostor je vytápěn stavebním fénem.
- Změkčený obrobek je zahlouben do formovacího rámu.
- Opatrně ohněte trubku bez použití nadměrné síly, abyste výrobek v ohybu nezlomili.
Po vytvoření požadovaného úhlu ohybu je třeba nechat produkt zcela vychladnout a teprve poté jej vyjmout z rámu.
Aby se zajistilo rovnoměrné zahřívání povrchu polyethylenového výrobku, musí se potrubí neustále otáčet kolem své osy a nahrazovat různé úseky pod paprsky.
Důležitý bod: při zahřívání potrubí je nutné dodržovat “zlatý průměr”. Pokud není povrch v době ohýbání dostatečně zahřátý, může dojít k prasknutí trubky. Pokud se v době zahřívání přiblíží topný článek příliš blízko k produktu, polymer se může vznítit.
Parametry
Svařování polyetylénových trubek na tupo vyžaduje dodržování určitého seznamu parametrů. Jedná se o teplotu ohřevu nástroje, tlak při přitlačení konců na topné těleso a dobu expozice.
Potřebné tabulky jsou zpravidla uvedeny v návodu k obsluze svařovacího zařízení, které se používá pro polyetylenové trubky.
Teplota topného tělesa pro tavení a ohřev je konstantní, musí se udržovat v rozmezí 200 až 220°. Ale tlak a doba ohřevu se počítají individuálně pro každý typ potrubí.
Nejlépe je nastavit tlak podle manometru hydraulického čerpadla. Pokud je však tlak aplikován ručně nebo není k dispozici manometr, musí být určen vizuálně z tvaru a velikosti vytvořených otřepů. K určení času se používají stopky.





