Svařování argonem je velmi oblíbené mezi specialisty i amatéry, kterým k jeho zvládnutí pomáhají videonávody pro začátečníky. Tato technologie se používá pro svařování obtížně spojitelných kovů: nerez a další druhy legované oceli, titan, měď, hliník, jejich slitiny atd. Charakteristicky je svařování argonem jednou z mála metod, které umožňují získat vysoce kvalitní a spolehlivé spoje dílů vyrobených z výše uvedených kovů.

Svářeč provádí svářečské práce v ochranném prostředí argonu
Pro začínající specialisty bude docela obtížné vařit neželezné kovy pomocí této technologie – je lepší se dostat do rukou spojení ocelových dílů. Pokud již máte zkušenosti se svařováním, můžete se podívat na videonávody a začít se učit základy této metody.
Znalost technologie argonového svařování ušetří slušné peníze, které by jinak museli zaplatit kvalifikovaní specialisté. Účelem článku, na který jste byli upozorněni, je poskytnout všechny potřebné informace související se svařováním s argonovým stíněním (výběr svařovacího stroje, tlak plynu, přídavné materiály, příprava dílů různých tvarů a z různých materiálů pro práci , a mnohem víc). Poté, co se naučíte získané informace a absolvujete jednoduché videoškolení, můžete pomocí této technologie začít svařovat díly z různých kovů.
Jaké jsou vlastnosti argonového svařování
Argonové svařování má mnoho společného s elektrickým obloukem a plynovými technologiemi (princip ohřevu okrajů spojovaných dílů pomocí elektrického oblouku, použití plynu a technika provádění práce). Tyto metody mají také významné rozdíly, kterých by si měl být vědom jak specialista, tak začínající svářeč.
Natavení hran spojovaných obrobků a přídavného materiálu při svařování argonem, jak bylo uvedeno výše, zajišťuje vysokou teplotu uvolňovanou při hoření elektrického oblouku. Nutnost použití argonu, který působí jako ochranný plyn, je vysvětlena vlastnostmi kovů, které jsou touto technologií svařovány.
Legované oceli a většina neželezných kovů (stejně jako slitiny na jejich bázi) v procesu ohřevu a tavení začnou aktivně interagovat s plyny obsaženými v okolním vzduchu – kyslíkem, dusíkem, vodíkem atd. V důsledku takové interakce Na povrchu zpracovávaného kovu se vytvoří žáruvzdorný oxidový film (a roztavený hliník se při kontaktu s kyslíkem může dokonce vznítit).
Argon přiváděný do svařovacího prostoru poskytuje jeho spolehlivou ochranu, neboť se jedná o inertní plyn, který díky své větší hmotnosti vytlačuje z prostoru svarové lázně všechny ostatní plynné sloučeniny.
Argon, který poskytuje spolehlivou ochranu svařovací zóny před okolním vzduchem a prakticky neinteraguje s kovem dílů a plnicí tyče, umožňuje získat vysoce kvalitní svary, které se vyznačují jednotnou strukturou a vysokou spolehlivostí. Důležité také je, že při použití tohoto způsobu svařování se ve srovnání s jinými technologiemi snižuje spotřeba přídavného materiálu.

Příklad švu vyrobeného argonovým svařováním osobou, která nemá mnoho odborných zkušeností
Argon navíc umožňuje vytvořit proud vodivého plazmatu ve svařovací zóně, což usnadňuje zahřívání a tavení hran spojovaných obrobků. To také zajišťuje vysokou kvalitu tvarovaného švu.
Pro začínající specialisty bude užitečné vědět, že argon by měl být přiváděn do svařovací zóny 15–20 sekund před jejím začátkem a přívod 10 sekund po jejím skončení zastavit.
Vaření pomocí této technologie lze provádět s spotřebními a nekonzumovatelnými elektrodami, které se používají jako tyče vyrobené z wolframu – nejvíce žáruvzdorného kovu. Velikost wolframové elektrody je ovlivněna jak složením materiálu, ze kterého jsou spojované díly vyrobeny, tak jejich tloušťkou. Spotřeba energie, kterou je třeba vynaložit na získání svarového spoje, přirozeně závisí na průměru elektrody.
K dnešnímu dni byly vyvinuty tři technologie pro svařování pomocí ochranného plynu argonu:
- RAD – ruční svařování, pro které se používá nekonzumovatelná elektroda;
- AAD – automatické argonové obloukové svařování, prováděné pomocí nekonzumovatelné elektrody;
- AADP – automatické svařování pomocí argonu a spotřební elektrody.

Srovnávací tabulka různých metod svařování (klikněte pro zvětšení)
Pokud jste začátečník a nevíte, jakou argonovou svářečku koupit, vybírejte zařízení, které má označení TIG. Tato zkratka znamená, že před vámi je stroj speciálně navržený pro svařování wolframovou elektrodou v ochranném plynu inertního typu.
Jak se provádí svařování argonem
Hlavním pracovním orgánem při provádění argonového obloukového svařování je speciální hořák, uvnitř kterého je v držáku kleštiny umístěna wolframová elektroda. Držák tohoto typu umožňuje v něm upevnit elektrody různých průměrů, které se volí v závislosti na vlastnostech spojovaných obrobků. Elektroda upevněná v hořáku by měla vyčnívat 2–5 mm nad jeho konec.

Třítlačítkový argonový hořák s kabelem, kleštinami a keramickými tryskami
Kolem elektrody (po vnějším obvodu hořáku) je umístěna tryska, což je trubice z keramického nebo křemenného skla. Tento konstrukční prvek hořáku plní současně dvě důležité funkce: dodává ochranný plyn do svařovací zóny a také chrání wolframovou elektrodu před kontaktem s povrchy spojovaných dílů.
Aby bylo možné svařovat kov argonem, je nutné použít přídavný drát, díky kterému je svar vytvořen. Složení takového drátu přiváděného do svařovací zóny ručně musí být zvoleno tak, aby co nejvíce odpovídalo složení kovu, ze kterého jsou vyrobeny spojované díly. Před zahájením svařování je nutné správně zvolit průměr přídavného drátu, pro který se používají speciální referenční tabulky. Tento parametr závisí na velikosti obrobků, které se mají vařit.
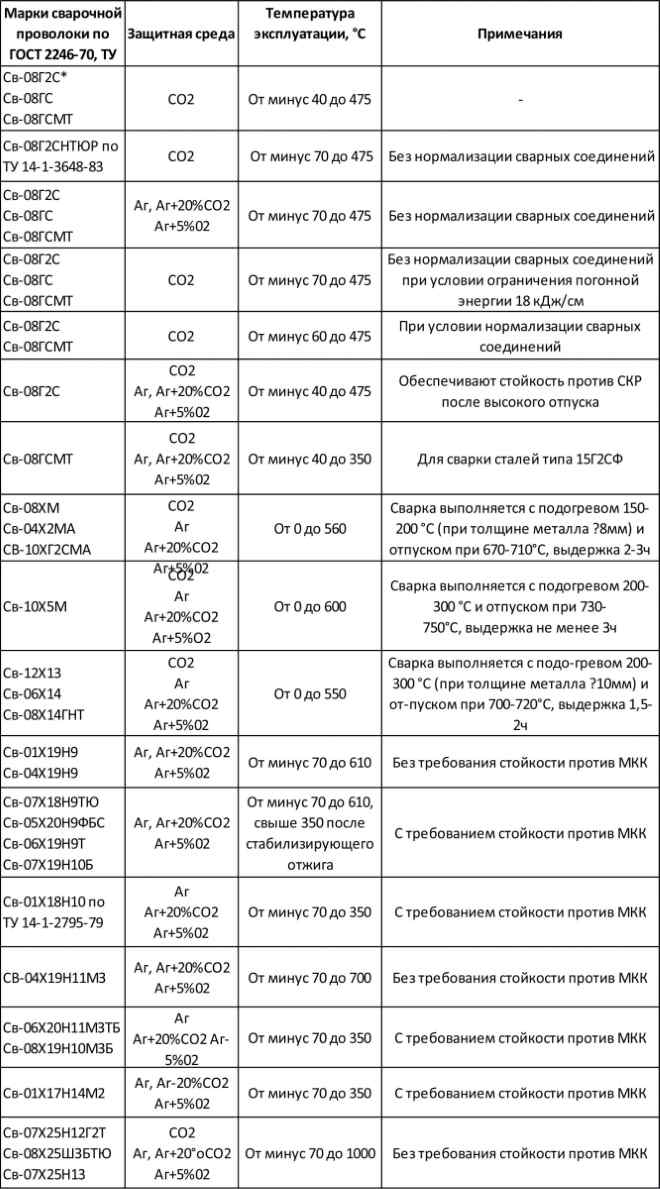
Tabulka parametrů pro některé typy přídavného drátu
Nejdostupnější metodou svařování v argonovém prostředí je právě ruční. Tato metoda, jejíž naučení obvykle nezabere mnoho času, předpokládá, že hořák i přídavný drát drží svářeč v ruce. Podstata této metody je následující. Pomocí hořáku drženého v jedné ruce se zapálí svařovací oblouk. Do svařovací zóny je přiváděn argon, k čemuž slouží speciální tlačítko na držáku. Současně je v druhé ruce svářečky přídavný drát, který je zaveden do zóny působení elektrického oblouku.
Velmi důležitou podmínkou pro vytvoření kvalitního a spolehlivého svaru, vytvořeného pomocí svařování v prostředí argonu, je pečlivá příprava spojovaných obrobků.
Taková příprava spočívá v čištění a odmaštění jejich povrchů, jakož i v odstranění žáruvzdorného oxidového filmu. K provádění takových postupů, které musí znát začátečníci i zkušení svářeči, můžete použít mechanické přístroje (brusky) nebo chemikálie.

Plynová nádrž připravená pro svařování
Před zahájením svařování je nutné spojit uzemnění s připojovanými částmi. Pokud se mají vařit malé obrobky, lze je jednoduše položit na kovový stůl nebo do pracovní lázně a zemnící vodič k nim již může být připojen. Sílu svařovacího proudu a tlaku plynu si můžete zvolit podle vlastností spojovaných dílů na základě referenční literatury nebo vlastních zkušeností. Ochranný plyn, jak je uvedeno výše, se začne přivádět do oblasti svařování 20 sekund před jejím začátkem.
Vzdálenost od elektrody k povrchu obrobků, mezi kterými hoří svařovací oblouk, by měla být malá – asi 2 mm. To umožní dobře natavit okraje spojovaných dílů a získat vysoce kvalitní svar. Pokud tuto vzdálenost zvětšíte, bude nejen obtížné roztavit okraje dílů, ale samotný svar se ukáže být příliš široký a nedbalý. Široký svar se navíc vyznačuje nízkou spolehlivostí, vznikají v něm značná vnitřní pnutí.
Při svařování v argonovém prostředí je velmi důležité správně podávat přídavný drát do pracovní oblasti. To se provádí pomalými a plynulými pohyby, aby se zabránilo rozstřikování roztaveného kovu.
Při výuce této technologie je velmi důležité naučit se, že pohyby hořáku a přídavného drátu jsou prováděny pouze v podélném směru – podél osy vytvořeného švu. V žádném případě by neměly být prováděny příčné pohyby, protože proud ochranného plynu bude mimo zónu vytvořeného svaru, což způsobí výrazné zhoršení kvality spoje.
Hořák a přídavný drát musí být umístěny pod úhlem k povrchu spojovaných dílů: to umožní vytvořit vysoce kvalitní, spolehlivý a přesný svar. V tomto případě je přídavný drát umístěn a přiváděn do zóny tvorby svaru před hořákem.
Technologie provádění argonového svařování zahrnuje použití oscilátoru, pomocí kterého se snadno zapálí svařovací oblouk. Navíc při použití tohoto zařízení je jeho spalování vysoce stabilní.

Oscilátor (stabilizátor svařovacího oblouku) OSI-264
Podstatou oscilátoru je, že generuje impulsy vysokofrekvenčního proudu, vyznačující se velkou hodnotou napětí. Typický oscilátor je schopen převádět elektrický proud se standardními parametry (220 V, 50 Hz) na impulsy o frekvenci 500 kHz a napětí do 6000 V.
Při výuce uvažované technologie se musí začínající specialista naučit ještě jedno důležité pravidlo: při zapalování svařovacího oblouku se nedotýkejte povrchu součástí wolframovou elektrodou, dojde k roztavení elektrody a kontaminaci povrchů. být svařen.
Pomocí oscilátoru lze oblouk zapálit bez takového kontaktu. Ve většině případů se elektrický oblouk při svařování v argonovém prostředí a pomocí wolframové elektrody zapálí na speciální uhlíkové desce. Teprve poté se oblouk přenese na spojované díly.
Vlastnosti tohoto postupu dobře demonstrují videonávody.
Požadované vybavení a režimy svařování
K provádění svařování v argonovém prostředí můžete použít jak sériové zařízení, tak i přístroj vyrobený úpravou standardního svařovacího transformátoru. Seznam zařízení, které bude nutné k provádění svařování podle uvažované technologie, je následující:
- svařovací transformátor, jehož hodnota napětí naprázdno musí být alespoň 60 V;
- oscilátor, který zajišťuje rychlé zapálení svařovacího oblouku a jeho stabilní hoření;
- stykač, kterým bude do hořáku přiváděn svařovací proud;
- časovač zodpovědný za dobu ofukování svařovací zóny ochranným plynem.
Kromě toho budou pro svařování vyžadována následující zařízení a materiály:
- hořák;
- argonová láhev vybavená převodovým zařízením, pomocí kterého bude regulován tlak přívodu plynu;
- sada wolframových elektrod různých průměrů;
- hadice na ochranný plyn;
- dráty pro připojení hořáku a uzemnění ke svařovacímu stroji;
- drát, kterým bude proudit elektrický proud do samotného svařovacího stroje;
- přídavný drát vhodného chemického složení.
Celou sadu zařízení potřebnou pro svařování v argonovém prostředí lze zakoupit hotovou nebo doplnit samostatně vyrobením některých prvků vlastními rukama.
S vlastní montáží můžete ušetřit slušnou částku, protože sériové sady pro argonové svařování nejsou levné. Kromě toho, vlastní montáž s potřebnými znalostmi a relevantními zkušenostmi poskytne příležitost k vylepšení zařízení, díky nimž bude spolehlivější, pohodlnější a funkčnější. Zásady, podle kterých se kompletují sady pro argonové obloukové svařování, najdete také ve videu.
Pro získání vysoce kvalitního svarového spoje je velmi důležité zvolit správné režimy procesu. To zahrnuje sílu svařovacího proudu a tlak, kterým bude ochranný plyn přiváděn z láhve. Kromě toho je důležitý typ použitého proudu a polarita jeho připojení.
Všechny výše uvedené parametry v závislosti na materiálu výroby spojovaných dílů a jejich geometrických parametrech lze vybrat z referenčních tabulek. Existuje však řada jednoduchých pravidel, která začínajícímu svářeči pomohou zorientovat se v této volbě.
- Argonové obloukové svařování dílů z mědi, jejích slitin a různých druhů legovaných ocelí, litiny a titanu musí být prováděno na stejnosměrný proud s obrácenou polaritou.
- Hliník a jeho slitiny, berylium a hořčík by měly být svařovány střídavým proudem s obrácenou polaritou, protože to umožňuje účinně zničit oxidový film na povrchu těchto kovů.
- Volba tlaku přívodu ochranného plynu je silně ovlivněna místem svařování. Pokud se tedy svařování provádí venku, kde se proudění vzduchu může pohybovat značnou rychlostí, zvolí se větší přívodní tlak a menší uvnitř.
Po zvládnutí všech teoretických informací, sledování výukového videa demonstrujícího proces provádění argonového obloukového svařování, naplnění ruky a získání zkušeností se svařováním dílů z běžné oceli bude začínající specialista schopen rychle zvládnout tuto technologii a efektivně ji používat v jeho práce.

Definice „argonového obloukového svařování“ není z technologického hlediska zcela správná – správnější by bylo říci „obloukové svařování v inertní nebo argonové atmosféře“. Ar plyn sám o sobě nepatří mezi hořlavé prvky periodické tabulky, naopak v procesu chrání šev před nežádoucími zásahy do spalování jiných plynů. Tato metoda umožňuje pracovat s různými neželeznými kovy a slitinami.
Požadované technické informace
Potřeba argonového obloukového svařování často vzniká nejen v podnicích, ale také doma. Například budete muset opravit auto nebo elektrický kotel, kde je nádrž vyrobena z nerezové oceli, ačkoli existuje mnoho dalších jednotek, na jejichž výrobě se podílejí slitiny a neželezné kovy. Proto, když znáte technologii procesu, můžete se naučit vařit sami.
Co je to
Tato technologie poskytuje zdánlivě zvláštní hybridní kombinaci plynu a elektřiny. Metoda argonového svařování však funguje a umožňuje pracovat téměř se všemi kovy. Nejvíce ze všeho je tato metoda žádaná pro svařování nerezové oceli, litiny, mědi a hliníku – nejčastěji se používají k vytváření různých součástí a mechanismů. Téměř každý člověk se v každodenním životě setkává s výrobky, kde byla použita metoda argon-oblouk – jsou to malé bronzové háčky na věšák, různé lustry, nástěnné svítidla a stojací lampy nebo zadní část naší lednice.
Jak vidíte, argonové obloukové svařování, nebo přesněji výrobky, které by bez jeho použití nebylo možné vyrobit, nás obklopují v každodenním životě, proto může být tato metoda velmi užitečná pro každého domácího řemeslníka. Ale jak víte, zrození dobrého praktika musí být vždy potvrzeno teoretickými znalostmi a nemůže to být jinak. Zde samozřejmě není nutné studovat složení prvků podle periodické tabulky, ale bez znalosti a pochopení fyzikálních procesů tavení kovů v inertním prostředí se člověk neobejde.
Technologie argonového svařování obsahuje řešení dilematu: k udržení hoření je potřeba kyslík, ale O2 podporuje oxidaci kovů, což nepříznivě ovlivňuje spojení. Když svarová lázeň tuhne, tvoří se tam spousta bublin, které v žádném případě nepřispívají k pevnosti švu a pokud je to hliník, tak to prostě vyhoří. Inertní argon přiváděný do lázně obaluje místo svařování ochranným mrakem, který minimalizuje oxidační proces. Jak vidíte, inertní plyn je izolace od ostatních prvků, které jsou v běžném vzduchu za přirozených podmínek, tedy od vzduchu, který dýcháme. Ar je těžší než všechny složkové plyny z tohoto složení, takže svařovací oblouk a část bazénu jsou v jeho plášti.
Poznámka: v některých případech se místo argonu (Ar) používá helium (He) – to je také inertní plyn. Ale to se stává spíše výjimkou než pravidlem, protože helium je mnohem dražší.
Věnujte pozornost tomu, proč je preferován argon:
- Ar je těžší než všechny atmosférické plyny, proto je dokáže z lázně vytlačit;
- inertní Ar nereaguje s látkami, které jsou přítomny během svařovacího režimu.
Poznámka: v některých případech se místo argonu (Ar) používá helium (He) – to je také inertní plyn. Ale to se stává spíše výjimkou než pravidlem, protože helium je mnohem dražší.
Nyní pojďme mluvit o metodách, kterými se takový proces v současné době provádí. Existují pouze tři způsoby:
- Manuál. Když svářeč pracuje s ručním argonovým obloukovým svařováním, potřebuje používat obě ruce – v jedné bude muset držet hořák a v druhé tyč.
- Poloautomatický Svářečka drží a vede hořák ručně a lišta je podávána automaticky.
- Stroj. Pohyb hořáku a lišty se provádí automaticky, ale pod dohledem obsluhy. Existují i linky, na kterých lidské funkce vykonává robot s numerickým řízením.
Оборудование
Když člověk chce přijít na to, jak vařit pomocí argonového obloukového svařování, a čelí široké škále materiálů a nástrojů, pak většina lidí přinejmenším upadne do stavu zmatku. Jde ale pouze o dočasný jev, neboť moderní verze svařovacích zařízení nabízí všestranné technologie určené pro širokou škálu činností.

Existují tři typy instalací, které se používají v každodenním životě a v průmyslu:
- Specializované – takové zařízení je navrženo k provádění stejné operace. Zpravidla se jedná o stroje, které se montují na dopravníkové linky průmyslových podniků.
- Speciální – takové jednotky jsou také více potřeba pro továrny, loděnice a opravny, kde se zpracovávají stejně velké díly.
- Univerzální – instalace, které jsou potřebné jak v každodenním životě, tak v téměř každé výrobě. Toto je nejběžnější, známé všem ručním argonovým obloukovým svařováním, které lze použít v prvních dvou případech.
Je zcela přirozené, že pro plnohodnotné svářečské práce je potřeba plné vybavení a my se budeme věnovat kompletní sadě univerzálních instalací:
- Zdroj svařovacího proudu TIG nebo MIG – transformátor nebo invertor;
- ocelový válec kompletní s reduktorem pro Ar/He;
- hořák s hadicí pro přívod inertního plynu z láhve;
- oscilátor pro bezkontaktní zapalování;
- elektrody vyrobené z wolframu nebo grafitu – průměr závisí na tloušťce obrobků pro připojení;
- pro svařování tlustých kovových konstrukcí je zapotřebí přídavná tyč. Jedná se o drát vyrobený z kovu podobný polotovaru. Jeho tloušťka přímo závisí na tloušťce kovových polotovarů;
- ochranné pomůcky v podobě svářečské masky se speciálním sklem (na obličej a oči), dále palčáky jako prevence popálení rukou.
Popis videa
TIG svařování nebo argonové svařování pro začátečníky.
Svařovací práce
Argonové obloukové svařování zajišťuje vysokou kvalitu a pevnost spojení Zdroj triton-welding.ru
Jako každá práce začíná i svařovací proces přípravou nástrojů a materiálů. Místo, kde bude šev v budoucnu, musí být očištěno od nečistot a koroze – obvykle se k tomu používá kovový kartáč a kvalita svařování bude záviset na čistotě okrajů (nepřítomnost nežádoucích prvků). Přídavná tyč se volí podle tloušťky svařovaného kovu. Hmotový kabel je připojen ke zpracovávanému obrobku (krokodýlí rukojeť) a hořák je připojen k TIG a hadicí k válci.
Existuje několik technologií svařování, ale jsou potřeba hlavně pro průmyslové podniky při výrobě dílů se zvýšenou přesností parametrů. Zaměřme se tedy jen na dva z nich:
- TIG je ruční svařování wolframem a argonem, kde je plnivo přiváděno ručně.
- MIG / MAG – automatizované svařování spotřební elektrodou (automatický posuv).
Pro takové technologie můžete použít jednotky, které podporují jednu věc, nebo můžete použít univerzální zařízení, například jako na horní fotografii. V každém případě to bude velmi výhodné pro domácí podmínky, stejně jako pro začátečníka (budoucího) specialistu na svařování.
Výběr baru
BACX – chromované tyče z nerezové oceli X20Cr13(W1.4021), X46Cr13(W.14034) Zdroj smsurfo.ru
K naplnění svarové lázně homogenním kovem se používají speciální plnicí tyče. Vzhledem k tomu, že musíte pracovat s různými kovy, bude složení odlišné. Mohou být klasifikovány podle homogenních materiálů:
- nerezová ocel;
- hliník a slitiny;
- měď a slitiny;
- nikl pro litinu.

Svařovací drát se prodává ve spotřebním materiálu, jako na fotografii výše. Materiál je vyráběn v souladu s požadavky GOST 2246-70 (neaktualizováno) a TU 1227-220-10557608-2015 (poslední aktualizace). Jeho kvalitu a účel lze určit podle označení obsaženého ve zkratce:
- CB – označuje příslušnost ke svařování;
- 08 – procentuální složení uhlíku (C);
- G – označuje přítomnost manganu (Mn);
- 2 – procentuální složení Mn;
- C – přítomnost křemíku (Si) ≤1 %.
Pokud je na konci zkratky označení symbol „O“, znamená to poměděný povlak (poměděný povlak). Takže poměděný drát může mít tloušťku od Ø 0,8 do Ø 2,0 mm. Pokud není žádný povlak, mění se průřez Ø 0,6-6,0 mm.
Argon
Prvek, který je v periodické tabulce pod pořadovým číslem 18 a známější jako argon (Ar), se téměř úplně rozpouští v kapalných (roztavených) kovech a nevstupuje s nimi do chemické reakce. Tento plyn je o 38 jednotek těžší než vzduch, který dýcháme, takže obaluje oblouk a zónu tavení ve svarové lázni a chrání ji před oxidací. Argon se obvykle používá při svařování TIG, MIG/MAG.
Ar plyn je nejčastěji potřeba:
- ve stavebnictví pro argonové obloukové svařování trubek z mědi, litiny a nerezové oceli;
- ve strojírenství a raketové vědě, například jako svařování titanu v argonu;
- v těžebním průmyslu.

Hadice a armatury
Nejslabším článkem, zejména jde-li o ruční svařování argonovým obloukem, je zpravidla pogumovaná hadice, známá také jako objímka. Jak jste pochopili, neustále se přesouvá z místa na místo a zároveň se ohýbá, což v žádném případě nemůže přispět k trvalé celistvosti produktu. To se samozřejmě nedá říci o kovových armaturách pro různé účely – slouží mnohem déle než návleky od jakéhokoli výrobce.
Popis videa
Co je to argonové svařování a jak vybrat argonový oblouk.
Některé funkce
Jako každý proces a technologie má obloukové svařování argonem některé vlastnosti. To znamená, že zde chceme věnovat pozornost práci s nekonzumovatelnou wolframovou elektrodou. Kdysi lidé, kteří tuto metodu ovládali, museli vystudovat učiliště nebo alespoň speciální kurzy, na které dostali doporučení od podniku v místě zaměstnání. Ale jak každý ví, pokrok a technologie nespí – zjednodušují se, automatizují a v naší době se staly dostupnými téměř každému dospělému, který chce tuto profesi zvládnout. Dá se říci, že nyní TIG 200A MIG/MAG najdete téměř v každé desáté garáži.
Na první pohled se tato metoda neliší od klasického obloukového svařování v inertní atmosféře, ale není tomu tak. Zde jsou následující nuance:
- wolframová elektroda by se neměla dotýkat povrchu obrobku (jako u konvenčního elektrického svařování) – zde se používá oscilátor k vytvoření oblouku;
- mezera mezi obrobkem a elektrodou by se neměla měnit (reflex se časem vyvíjí), aby nebyla narušena kapacita svarové lázně, na které závisí kvalita švu.
Poznámka: na rozdíl od elektrického svařování zde nejsou potřeba výkyvy kyvadla elektrody – musí se pohybovat přísně podél švu před hořákem.
Režimy
Zvažte čtyři režimy:
- Tato metoda je založena na ochraně svarové lázně před kyslíkem, který oxiduje kovy, a někdy i přispívá k jejich vyhoření (například hliníku). Tento režim ukládá svářeči povinnost sledovat argonovou izolaci, přesněji směr oblouku. Je zakázáno zahájit proces bez zapnutí argonu, protože bez takové ochrany bude šev jednoduše poškozen. Pro dokončení švu bez výskytu oxidů je třeba držet vypnutý hořák nad taveninou po dobu dalších 5-15 sekund, zatímco je stále dodáván plyn.
- Aby byl šev rovnoměrný, neměla by se měnit rychlost podávání drátu – každé trhnutí bude vypadat jako hrbol nebo díra. S automatickým podáváním takové problémy nejsou. U ručního způsobu vše závisí na zručnosti svářeče – pohybuje hořákem a pájí po švu stejnou rychlostí (tyč je vždy před hořákem).
- Spotřeba inertního plynu bude konstantní v souladu s GOST 10157-2016 (opraveno z 10157-79).
- Aktuální nastavení. Bez zkušeností je téměř nemožné tento parametr správně nastavit. Proto se začínající svářeč musí řídit níže uvedenou tabulkou, která nemá žádné možnosti.
Důležité! Pro vytvoření vysoce kvalitního švu se nastavení vybavení může lišit v závislosti na kovu.

Klady a zápory argonového obloukového svařování
Hlavní pozitivní aspekty technologie:
- v některých případech je nejdůležitější schopnost této technologie svařovat různé kovy;
- vynikající vlastnosti švu – vysoká přesnost hloubky tavení okraje, což je zvláště důležité pro tenké obrobky, stejně jako s jednostranným přístupem (trubky, opláštění);
- pro hliník a titan je to nejoptimálnější technologie.
- v manuálním režimu je technicky nemožné vyvinout vysokou rychlost;
- automatický režim neumožňuje vytvářet soustružené a vícesměrné švy.
Popis videa
Svařování pro začátečníky (argonové obloukové svařování, seřízení stroje a přívod plynu).
Závěr
Rozložili jsme hlavní pozice technologie a materiálů, abychom se seznámili s tím, jak vařit s TIG a MIG argonovým svařováním. Po přečtení pouze jednoho článku se z vás svářeče samozřejmě nestane – bez praxe se v této věci neobejdete. Ale pokud máte touhu, pak všechno musí vyjít.





