Tabulka stoupání závitu a průměru otvoru pro šrouby, matice, šrouby a závitové tyče.
| Průměr závitu | Stoupání závitu, mm | |||
|---|---|---|---|---|
| Stoupání hlavního závitu, mm / Průměr závitového otvoru, mm | Jemné stoupání závitu, mm / Průměr závitového otvoru, mm | |||
| Malé | Drobná 2 | Jemný | ||
| M 1 | 0.25 / 0.75 | (0.2) / 0.8 | – | – |
| M 1.2 | 0.25 / 0.95 | (0.2) / 1 | – | – |
| M 1.4 | 0.3 / 0.9 | (0.2) / 1.2 | – | – |
| M 1.6 | 0.35 / 1.2 | (0.2) / 1.4 | – | – |
| M 1.8 | 0.35 / 1.5 | (0.2) / 1.6 | – | – |
| M 2 | 0.4 / 1.6 | (0.25) / 1.75 | – | – |
| M 2.2 | 0.45 / 1.75 | (0.25) / 1.95 | – | – |
| M 2.5 | 0.45 / 2.05 | (0.35) / 2.15 | – | – |
| M 3 | 0.5 / 2.5 | (0.35) / 2.65 | – | – |
| M 3.5 | 0.6 / 2.9 | (0.35) / 3.15 | – | – |
| M 4 | 0.7 / 3.3 | 0.5 / 3.5 | – | – |
| M 4.5 | 0.7 / 3.8 | – | – | – |
| M 5 | 0.8 / 4.2 | 0.5 / 4.5 | – | – |
| M 5.5 | – | (0.5) / 4.5 | – | – |
| M 6 | 1 / 5 | 0.75 / 5.2 | 0.5 / 5.5 | – |
| M 7 | 1 / 6 | (0.75) / 6.2 | 0.5 / 6.5 | – |
| M 8 | 1.25 / 6.7 | 1 / 7 | 0.75 / 7.2 | 0.5 / 7.5 |
| M 9 | 1.25 / 7.7 | 1 / 7.95 | 0.75 / 8.2 | 0.5 / 8.5 |
| M 10 | 1.5 / 8.5 | 1.25 / 8.7 | 1 / 9 | 0.75 / 9.2 |
| M 12 | 1.75 / 10.2 | 1.5 / 10.5 | 1.25 / 10.7 | 1 / 11 |
| M 14 | 2 / 12 | 1.5 / 12.5 | 1.25 / 12.6 | 1 / 13 |
| M 15 | – | 1.5 / 13.4 | 1 / 13.95 | – |
| M 16 | 2 / 14 | 1.5 / 14.5 | – | 1 / 15 |
| M 18 | 2.5 / 15.4 | 2 / 16 | 1.25 / 16.6 | 1 / 17 |
| M 20 | 2.5 / 17.4 | 2 / 18 | 1.25 / 18.6 | 1 / 19 |
| M 22 | 2.5 / 19.4 | 2 / 20 | 1.5 / 20.5 | 1 / 21 |
| M 24 | 3 / 20.9 | 2 / 22 | 1.5 / 22.5 | 1 / 23 |
| M 27 | 3 / 23.9 | 2 / 25 | 1.5 / 25.5 | (1) / 26 |
| M 30 | 3.5 / 26.4 | 2 / 28 | 1.5 / 28.5 | (1) / 29 |
| M 33 | 3.5 / 29.4 | 2 / 31 | 1.5 / 31.5 | – |
| M 36 | 4 / 31.9 | 3 / 33 | 2 / 34 | 1.5 / 34.5 |
| M 39 | 4 / 34.9 | 3 (4) / 35.9 | 2 / 37 | 1.5 / 37.5 |
| M 42 | 4.5 / 37.4 | 3 (4) / 37.9 | 2 / 40 | 1.5 / 40.5 |
| M 45 | 4.5 / 40.4 | 3 (4) / 40.9 | 2 / 43 | 1.5 / 43.5 |
| M 48 | 5 / 42.8 | 3 / 44.9 | 2 / 46 | 1.5 / 46.5 |
| M 52 | 5 / 46.8 | (4)3 / 48.9 | 2 / 50 | 1.5 / 50.5 |
| M 56 | 5.5 / 50.4 | 4 / 51.9 | 3 (2) / 53 | 1.5 / 54.5 |
| M 60 | 5.5 / 64.4 | 4 / 55.8 | 3 (2) / 67 | 1.5 / 58 |
| M 64 | 6 / 57.8 | 4 / 59.8 | 3 / 61 | 2 (1.5) / 62 |
| M 68 | 6 / 61.8 | 4 / 63.8 | 3 / 65 | 2 (1.5) / 66 |
Metrické stoupání
dopis”М” v označení průměru závitu znamená, že ano metrický.
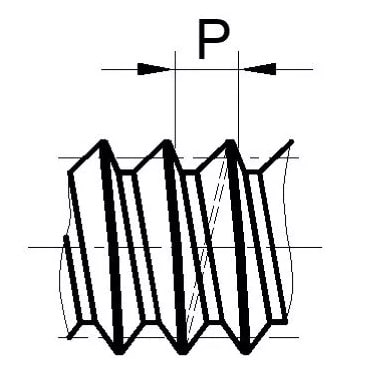
Jaké je metrické stoupání závitu v praxi? Toto je vzdálenost mezi 2 podobnými body umístěnými na sousedních závitech profilu. Tato vzdálenost se měří v milimetrech. Měření se provádí rovnoběžně s existující osou závitu. Je třeba poznamenat, že tento parametr závitových výrobků je velmi důležitý, stejně jako průměr nebo strana otáčení závitu
Na základě platných předpisů mohou firmy vyrábět spojovací prvky se dvěma různými typy stoupání závitů. Mohou být buď s malé krůčky, nebo s velký.
U spojovacích prvků o průměru menším než 1 mm je velká rozteč určena na základě aktuálně platné GOST. Pokud je průměr spojovacího prvku v rozmezí 1 – 64 mm, pak se používá jak jemné, tak velké stoupání závitu, a pokud je průměr v rozsahu 72 – 600 mm, pak se používá odpovídající jemné stoupání.
Výběr vhodných možností
Jak vybrat správný hardware? V Rusku nejčastěji se používají spojovací prvky s velkým stoupáním závitu. Je snadné jej koupit v různých stavebních obchodech a specializovaných prodejnách. Jemná rozteč kování se zpravidla používá v upevňovacích bodech, které jsou vystaveny vibracím nebo různým jiným typům zatížení. Zejména šrouby s jemným závitem jsou v praxi ideální pro připevnění ráfků kol k náboji. Je třeba poznamenat, že spojovací prvky s jemným stoupáním závitu se poměrně často používají v automobilovém průmyslu, průmyslu obráběcích strojů a různých dalších podobných oblastech.
Stoupání závitu ve značení upevnění
Na základě aktuálně platného GOST 8724-2002 Při označování výrobků se nezaznamenává velký krok;
Označení vláken zahrnují:
M18 x 0,5
- М – metrický;
- 18 — ukazatel průměru závitu v mm;
- 0,5 — velikost kroku, mm (pokud je krok velký, pak se neuvádí).

Závit svorníku nebo svorníku s pravoúhlým profilem, používaný pro speciální požadavky na mez únosnosti spojovacího prvku.
Geometrické parametry závitu, jako je stoupání, úhel a profil, mají často rozhodující vliv na životnost spojovacích prvků. Správný model chování spojovacího prvku při zatížení lze nalézt pomocí experimentu.
Datum zveřejnění: 20. dubna 2011
Autor: Drozdov M.V., Engineering Union LLC
Malý vliv stoupání závitu spojovacího prvku na mez únosnosti
Analýza dat z experimentálních studií spojovacích prvků ukazuje, že při stejném poměru R/P (R je poloměr paty závitu, P je stoupání závitu) nemá stoupání závitu prakticky žádný vliv na mez únosnosti závitových spojů. Pouze u závitu o průměru 10 mm při R = 0 je malý (až 10 %) rozptyl výsledků vzhledem k průměrné hodnotě. Při jiných hodnotách R/P nepřesahuje spread 2…5 %. To nám umožňuje považovat závit za sbírku malých vybrání.
Výhody jemné nitě
Zvýšená mez pevnosti u spojovacích prvků s jemnými závity
Napětí v tyči s takovými drážkami jsou rozložena nerovnoměrně pouze v malé hloubce přiléhající k vrcholu. V tomto případě faktor koncentrace napětí závisí na poměru R/P a nezávisí na poměru R/d. Pokud jsou mez pevnosti u šroubu s jemným závitem stejná jako u velkého závitu, pak jsou mez pevnosti s malým závitem vyšší kvůli větší ploše. Například pro závit M10×1,5 je plocha průřezu A1= 55,1 mm 2 a pro závit M10 × 1 A1 – 62,4 mm 2, tj. o 13 % více.
Uzamykací vlastnosti spojovacích prvků s jemným stoupáním závitů
Pro válcování malých závitů jsou zapotřebí stroje s menším výkonem. Kromě toho mají spojovací prvky s jemnými závity vyšší zajišťovací vlastnosti. Díky těmto výhodám jsou jemné závity široce používány ve strojírenství.
Hlavní velikosti závitu M10 a hodnoty σnahoru pro závitové spoje s různými úhly profilu (σm = 200 MPa)
| a,° | d2,mm | d1, mm | σnahoru, MPa |
|---|---|---|---|
| 45 | 8,650 | 7,300 | 80 |
| 60 | 9,026 | 8,020 | 55 |
| 75 | 9,144 | 8,490 | 65 |
| 90 | 9,374 | 8,874 | 85 |
Profilový úhel a tvar závitu
Důsledky snížení úhlu profilu závitu spojovacích prvků
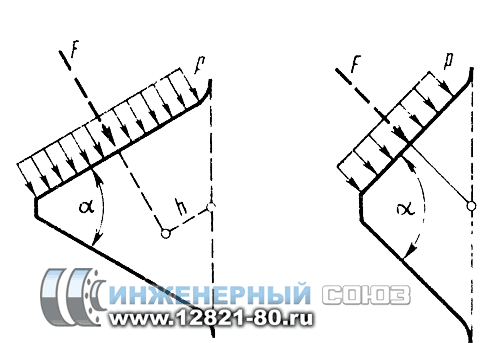
Rýže. 1. Závitové profily s různými úhly α
S klesajícím úhlem profilu (úhel pro metrický závit α = 60° se bere jako výchozí úhel profilu) se zvyšuje pracovní hloubka (přesah) závitů a v důsledku toho axiální poddajnost závitu, která přispívá k rovnoměrnější rozložení zatížení mezi závity a odlehčení první otáčky.
Důsledky zvětšení úhlu profilu spojovacích prvků
Při α > 60° se také zlepšuje rozložení zatížení mezi závity, ale v důsledku zvýšení radiální poddajnosti matice. Výsledky výpočtu ukazují, že zatížení na první otáčku závitu M10 s α = 75° je sníženo o 17 % ve srovnání se standardním závitem; při α = 90° je snížení zatížení 35 %.
Spolu s poklesem zatížení při α > 60° se výrazně sníží napětí působící v patě závitů spojená s ohybem. Při α = 90° se závit ukáže jako „bez ohybu“ (obr. 1), což výrazně zvyšuje pevnost spojů.
Vliv úhlu profilu závitu na únavovou odolnost svorníků a šroubů
Vliv úhlu profilu závitu na odolnost proti únavě studovali I. A. Birger a G. B. Iosilevich. Testováno knoflíky M10 s α = 45, 60, 75 a 90° z oceli 38ХА (σв – 1150 MPa).
Závity na čepech byly vyřezány na šroubořezném soustruhu pomocí fréz s destičkami z tvrdé slitiny T15K6, broušených na profilové brusce. Závity v maticích byly řezány speciálními závitníky. Profily studovaných závitů jsou na Obr. 4.
Vliv úhlu profilu a tvaru závitu
Jak ukazují výsledky testu (tabulka 1; obr. 2), zvětšení úhlu profilu závitu na α = 90° nebo zmenšení na α – 45° umožňuje zvýšit mez únosnosti spoje o 45 . 55 %. Poprvé závity s α = 90° pro šrouby byl navržen v Birgerově díle.
K destrukci spojů dochází zpravidla na úrovni nebo pod opěrným koncem matice, což svědčí o výrazném poklesu maximálních napětí v úseku první otáčky.
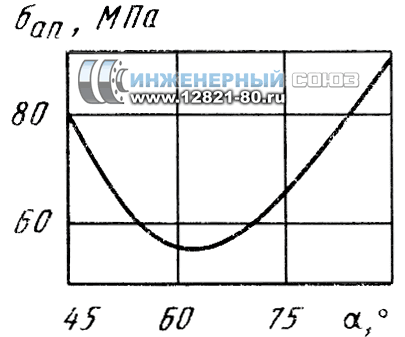
Rýže. 2. Závislost meze únosnosti spojovacích prostředků
připojení z úhlu profilu závitu
Podle R. B. Heywooda je trvanlivost šroubů s α = 90° 10x větší než u standardních.
Závity s α = 90° lze doporučit pro kritické konstrukce energetických zařízení, spoje příruby vysokotlaká procesní potrubí, kdy je vyžadována velmi vysoká mez únosnosti (zejména u řezaných závitů). Výroba závitů s nízkou výškou profilu při α = 90° je jednodušší než závity se standardním tvarem profilu.
Není vhodné zvětšovat úhel profilu závitu upevňovacího prvku nad 90°
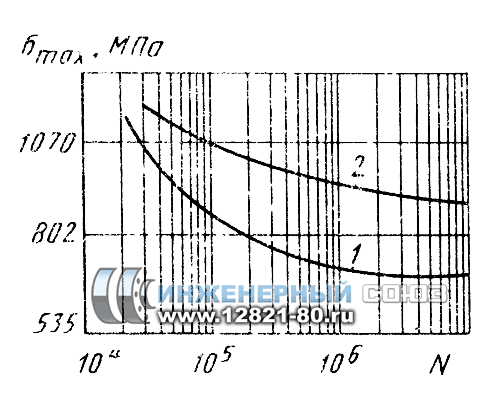
Rýže. 3. Křivky maximální změny napětí
pro připojení s konvenčním (1) a asymetrickým (2)
závitové profily
Pamatujte, že zvětšení úhlu profilu závitu nad 90° může vést ke zničení těla matice v důsledku vysokého radiálního zatížení. Přesouvání sil k ose tyče a snížení napětí z ohybových závitů lze dosáhnout vytvořením závitů na šroubech (závrtných čepech) se symetrickým úhlem profilu α = 62, který je o něco větší než na maticích. 65°, stejně jako při výrobě závitů s asymetrickým profilem. Závit matice by měl mít standardní profil a pro zajištění šroubovatelnosti a zaměnitelnosti by měly být vůle podél středního průměru mírně zvětšeny. Asymetrický profil závitu šroubu se používá ve Velké Británii a USA. Podle Chironise takové závity odolávají značnému namáhání (obr. 3).
Všimněte si, že aplikace ořechyzávity, jejichž závity mají zvýšený úhel α nebo asymetrický profil, mohou vést ke snížení odolnosti proti únavě.
Zahraniční výzkum různých profilů závitů spojovacích prvků

Rýže. 4. Závitové profily
Vliv úhlu profilu a tvaru závitu na trvanlivost upevňovacích spojů studoval Eton. Profily studovaných závitů jsou na Obr. 4.
Spojovací závity s profily I a IV, nejběžnější v USA, měly α = 60°.
Závity spojovacích prvků s profily II a III jsou perzistentní a v prvním případě je úhel sklonu pracovní strany závitu 3°, nepracovní strany 30° a ve druhém případě je 0 a 45°, resp. Pracovní výška profilu III je menší než u profilu II.
Závit spojovacích prostředků s profilem V měl α = 90°.
Závity s profily VI a VII jsou navrženy tak, aby vydržely proměnlivé zatížení. Vyloučení kontaktu na vrcholech závitů závitu s profilem VII, jak ukázaly experimentální výsledky, zvýšilo trvanlivost spojů, ale snížilo pevnost při zkoušce na smyk. Tento typ závitu se používá v USA pro spojení vystavená velkému dynamickému zatížení. Čepy byly vyrobeny z mangan-niklové oceli (σв = 668…730 MPa). Testy byly provedeny při nulovém napěťovém cyklu.
Relativní pevnost závitových spojů
V tabulce 2 jsou uvedeny údaje o relativní pevnosti závitových spojů (pevnost závitu s α = 60° a naplocho řezanou dutinou je brána jako jeden celek). Jak ukazuje analýza těchto údajů, profil (VI a VII), tvořený kruhovým obloukem a vylučujícím kontakt mezi horní částí závitu matice a kořenem závitu čepu, umožňuje zvýšit mez únosnosti spojů. o 60 %. Při použití přítlačných závitů a závitů s α = 90° je hodnota σnahoru se mírně zvyšuje (až o 10 %). To je vysvětleno vlivem rázového zatížení v důsledku zvýšených radiálních vůlí při nulovém napěťovém cyklu. Mez únosnosti těchto spojů lze zvýšit předběžným utažením upevňovacích prvků.
Relativní pevnost závitových spojů spojovacích prvků
| Profil vlákna | Zkušební základna, počet cyklů | ||
| 10 5 | 10 6 | 10 7 | |
| I | 1,00 | 1,00 | 1,00 |
| II | 1,09 | 1,01 | 0,98 |
| III | 1,06 | 1,14 | 1,07 |
| IV | 1,21 | 1,18 | 1,22 |
| V | 1,04 | 1,05 | 1,09 |
| VI | – | 1,25 | 1,12 |
| VII | 1,31 | 1,51 | 1,60 |
Proměnné znamenají průměr a rozteč
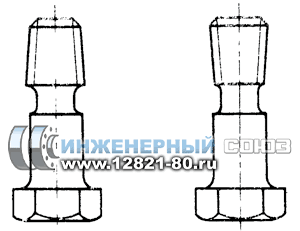
Obr. 5. Šrouby přímý a zpětný
kuželovitost
Změnou poloměru kořene nebo profilu závitu lze účinně snížit koncentraci napětí z místního zatížení závitů.
Pro zlepšení rozložení zatížení je nutné tímto způsobem změnit střední průměr na výšku ořechytakže kontakt závitů začíná poblíž volného konce matice. R. Heywood zjistil, že přímý kužel 1:50 se zvětšením středního průměru od konce k hlavě šroubu (obr. 5) snižuje trvanlivost spojů z 10 5 na 6 × 10 4 cyklů. Reverzní kužel 1:100 zvyšuje odolnost na 1,8 x 10 5 a s větším kuželem (1:50) až 2,1 x 10 5 cyklů.
Aplikace kónických matic
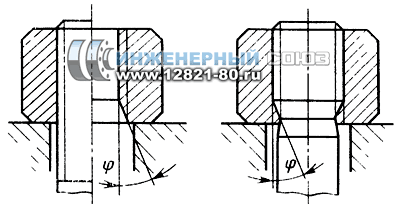
Rýže. 6. Závitové spoje s zkráceným
nižší zatáčky
Všimněte si, že použití závitů s proměnným středním průměrem je omezeno požadavkem vyhnout se velkým mezerám v závitu, proto je ve spojení s kuželovým šroubem vhodnější použít kuželovou matici.
Variantou této metody je zkrácení (korekce) závitů závitů ořechy v nejvíce namáhané oblasti před nebo po řezání závitu. Úhel φ je roven 10. 15°. Podle Lutandera a Wallgrena se při zkrácení spodních závitů matice o 12° zvyšuje limit výdrže o 20 %. Stejného zvýšení dosáhl G. Wiegand při zkrácení pod úhlem 10°.
Doporučení pro použití kuželových matic jsou uvedeny v práci R. A. Walkera a G. Mayera. Matice se zvýšeným stoupáním poskytuje rovnoměrnější rozložení zatížení. Podle R. Heywooda se trvanlivost spojení mezi maticí s 11,85 otáčkami a šroubem s 12 otáčkami zvyšuje o 1″ z 10 5 (u konvenčního spojení) na 5,8 × 10 5 cyklů a destrukce nastává vždy výrazně hlubší než nosná plocha matice, což ukazuje na rovnoměrnější rozložení zatížení mezi závity.
Míra vlivu rozteče matice a pevnosti jejího materiálu
Variabilní stoupání v kombinaci s úhlem profilu α = 90° přispívá k výraznému zvýšení životnosti. Míra vlivu zvýšené výšky tónu ořechy závisí na pevnosti jeho materiálu v tahu. V případě nízké pevnosti dochází vlivem plastických deformací k přerozdělení zatížení a spodní závity začnou fungovat podobně jako závity klasické matice. Doporučeno k použití šrouby a matice ze stejného materiálu.
Někdy se používají matice se zapuštěným závitem. V takových spojeních je spodní závit šroubu poddajnější, což snižuje zatížení. Matice s drážkami podél závitových dutin, které zvyšují jejich poddajnost a zlepšují rozložení zatížení. V praxi je však takový návrh extrémně obtížně realizovatelný.
Závěr
Přání konstruktérů vyvinout spojovací prvky používané pro spojování částí potrubí je zaměřeno na nalezení geometrických konstrukčních charakteristik, které zajistí nejvyšší spolehlivost závitového spoje pro dané provozní podmínky.
Reference
- Iosilevich G.B., Stroganov G.B., Sharlovsky Yu.V. Utahování a zajišťování závitových spojů.. – M.: Mashinostroenie, 1985. – 224 s.
- Yakushev A.I., Mustaev R.Kh., Mavlyutov R.R. Zvyšování pevnosti a spolehlivosti závitových spojů.. – M.: Mashinostroenie, 1979. – 214 s.
- Belozerová Z.L., Raschepkin K.E., Yasin E.M. Spolehlivost hlavních ropovodů a produktovodů // Doprava a skladování ropy a ropných produktů: Recenze. inf. – M.: VNIIONG, 1971.
- Sproat RZ, Walker RA Radiused-root threads-jsou opravdu lepší // Assembly Engng. 1965. N 4..
Vstupem na tuto stránku automaticky přijímáte uživatelskou smlouvu.

Výroba
Vyrábíme lité příruby, polotovary z oceli 09G2S, oceli 20, St 08Х18Н10Т, 15Х5М
Je nutné
- Vykupujeme kovoobráběcí zařízení. Koupíme soustruhy, rotační soustruhy, vertikální vrtačky.
- Společnost Hardware and Flange Plant bude nakupovat výlisky a výkovky. Vykoupíme válcovaný a šrot uhlíkové a nerezové oceli.
- Koupíme nerezovou ocel 12H18N10Т, 08Х18Н10Т
Články
- Příprava trasy potrubí
- základové šrouby
- Typy přírubových spojů
- Nerezové trubky a výrobky z nerezové oceli

©”Hardware and Flange Plant” 2003–2025 Oznamovací články
Vývoj webu: Drozdov Maxim





