Ocelové pružiny mohou mít různé konfigurace a ne vždy je možné požadovaný typ zakoupit – výrobek je na trhu poměrně vzácný. Z tohoto důvodu si je pro své potřeby vyrábím sám.
Co potřebujeme
- Soustruh a trubka požadovaného průměru s upevňovacím šroubem;
- Ocelový drát požadovaného průměru;
- Kleště;
- Tloušťkoměr;
- Příručka strojního inženýra pro návrh pružin;
- Kalkulačka;
- Měřicí kružítko, tužka, pravítko a dopisní papír.
Výpočet pružiny
Chcete-li to provést, musíte pomocí tabulky v části pružiny správně vybrat průměr ocelového drátu, počet závitů a rozteč. Obrovskou roli v tomto případě hraje to, jak má nová pružina fungovat – v tlaku nebo tahu. Poslední typ pružin může mít poměrně složitý design, ale můžete si ho vyrobit i sami. Po provedení předběžných výpočtů a zjištění tloušťky drátu pro ocelovou pružinu, stoupání a počtu závitů, jakož i určení konstrukčních prvků a vytvoření výkresu budoucí pružiny, můžete přistoupit k praktickým krokům.
Jarní výroba
Máme výkres, ocelovou strunu požadované tloušťky a vhodného průměru, ocelovou trubku na navíjení pružiny.
Časté chyby
Trn upneme do sklíčidla soustruhu. Konec ocelového drátu vložíme do otvoru v trnu, spustíme rotaci a pevně navineme ocelovou strunu.
Po zkontrolování tloušťky pružiny posuvným měřítkem drát odstřihneme nůžkami na drát a pozorujeme, jak naše pružina zvětšuje svůj průměr.
Kromě toho bude docela problematické jej vyjmout z trnu – k tomu budete muset odříznout strunu na samém začátku cívky.
Dělat to správně
Drát upneme na trn šroubem.
Nyní musíme vytvořit napětí na ocelové struně před navíjením.
Pomocí obyčejného kusu silného plastu upnutí drátu do držáku řezačky nebude stačit. Budeme potřebovat speciální zařízení s vodítkem, ve kterém lze napětí drátu nastavit přítlačnou destičkou z měkkého kovu (měď nebo bronz).
Je také nutné upravit rychlost otáčení sklíčidla soustruhu a pohyb pracovní plošiny pro dosažení požadovaného stoupání pružiny.
Cívka
Pomalým otáčením stroje namotáváme první dvě otáčky jedna ku jedné – to je začátek našeho jara. Dále pohybem pracovní plošiny aktivujeme rotaci a provedeme vypočítaný počet otáček.
Na konci uděláme také dvě otočky s pevným navíjením. Odřízněte drát pomocí nůžek na drát a povolte upínací šroub. Krok kontrolujeme pravítkem.
V tlačné pružině odřízněte zbylé konce drátu řezačkami na drát a obruste hrany tak, aby byly ploché.
Zhotovení dvojité torzní pružiny
Poté, co jste se naučili, jak vyrobit běžnou tažnou / tlačnou pružinu, můžete snadno vyrobit podobný torzní prvek vlastníma rukama. K tomu upneme drát na trn, uděláme požadovaný počet závitů jedna ku jedné a vyjmeme vinutí z trubky. Pomocí kleští dáme požadovaný tvar upínací konzole a opět ji volným koncem nasadíme na trn. Zároveň dávejte pozor, aby se směr závitů shodoval s prvním vinutím. Udělejte stejný počet otáček a hotový výrobek ukousněte nůžkami na drát, přičemž ponechejte pár centimetrů na upevnění pružinového bloku.
Jarní směr
V některých případech může být směr pohybu pružiny důležitý – pokud jsou ve stejné části konstrukce instalovány dva pružinové prvky s různými směry, může to vést k nesprávným výsledkům.
Nezapomeňte používat osobní ochranné prostředky a dodržovat pravidla pro práci na soustruhu. Jak vidíte, při výrobě pružinových prvků není nic těžkého, a pokud máte přístup k soustruhu, můžete si je vždy vyrobit sami.
Podívejte se na video

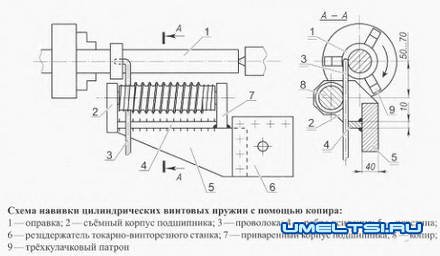
V současné době v obchodech můžete snadno koupit téměř jakýkoli produkt potřebný pro domácnost. Pozornost a tvůrčí úsilí amatérských designérů se přitom stále více obrací k technicky složitým objektům: traktorům, terénním vozidlům, automobilům a dokonce i letadlům. Mění se i přístup kutilů k realizaci plánovaných projektů; nebojí se potřeby samostatně vyrábět složité a přesné díly, které navíc mohou podléhat přísným požadavkům na pevnost. Jedním z těchto typických prvků, přítomných téměř ve všech energeticky náročných konstrukcích, jsou spirálové vinuté pružiny tahové nebo tlačné. V tomto ohledu bude mnoho našich čtenářů zajímat a doufáme, že bude užitečné seznámit se s metodikou vyvinutou ukrajinským inženýrem V. V. Viničenkem, která pomůže vyrábět kritické pružiny s požadovanou kvalitou a přesností.
Navržený způsob navíjení spirálových pružin je realizován na šroubořezném soustruhu pomocí speciálního zařízení sestávajícího z trnu a kopírky. K upevnění začátku pružinového drátu je ke sklíčidlu stroje připevněn trn s hákem ve tvaru otvoru na konci příruby. V držáku nástroje je instalován držák s kopírkou. Kopírka je hřídel s řezanou spirálovou drážkou s proměnným stoupáním, která se volně otáčí ve dvou ložiskách. Drážky na začátku a na konci kopírky zajišťují navíjení předepnutých závitů pružiny a středová část navíjí pracovní závity s požadovaným stoupáním a průměrem.
Držák kopírky je konstrukce svařená z ocelového plechu o tloušťce 40 mm, vyztuženého páskovým žebrem 10 mm a dvou ložiskových těles. Pravé tělo je přivařeno k desce a levé je připevněno šrouby M12 (pro umožnění výměny kopírky>. Konkrétní výkresy držáku nejsou uvedeny, protože jsou dány typem šroubořezného soustruhu a rozměry vinuté pružiny Pružiny se vyrábí v následujícím pořadí.Nejprve se změří obrobek kus drátu o délce 90-4d ohnutý na 5° se protáhne zespodu pod kopírkou a nainstaluje se do otvoru háku trnu. Poté se kopírka otáčí ručně, dokud se začátek drážky neshoduje s polohou drátu. Její těsnost a stálý kontakt se spirálovou drážkou kopírky jsou opatřeny značnou odolností proti ohybu Proces formování pružiny začíná zapnutím vřeteno stroje při minimálních otáčkách. Drát je navíjen na trn a stoupání je nastaveno spirálovou drážkou kopírky rotující v ložiskách.
Níže je uveden způsob výpočtu parametrů trnu a kopírky, poskytující požadované rozměry pružiny.
Přijatá označení ve výpočtech
Počáteční data
n je počet pracovních otáček;
n. je celkový počet otáček;
t je krok pracovní části;
Do je vnitřní průměr;
Dcp je střední průměr.
Možnosti kopírky:
I je délka pracovní části;
DKon je vnitřní průměr drážky;
DHJ1 je průměr neutrální linie závitů navinutých na trnu;
k – OipYukop – korekční faktor;
T je stoupání šroubovice pracovní části;
T je stoupání šroubovice vstupní a výstupní části.
Trn:
d je průměr.
Mezilehlé vypočtené hodnoty;
L je délka jednoho závitu pružiny bez rozteče;
D je střední průměr závitů pružiny navinuté na trnu;
X – tabulkový koeficient pro určení neutrální čáry při ohybu;
B je koeficient zohledňující vlastnosti pružiny drátu;
popr – počet pracovních závitů pružiny navinuté na trnu, s přihlédnutím k pružnosti drátu;
L1 je délka drátu procházejícího pracovní částí kopírky;
L2 je délka drátu pracovních závitů pružiny navinuté na trnu;
L3 je délka drátu navinutého na trnu s přihlédnutím k předepjatým cívkám;
Lch je délka drátu pružiny podle výkresu.
Rozhodující hodnota ve výpočtu je hodnota, která zohledňuje pružnost drátu při ohýbání. Používá se při určování průměru trnu a počtu otáček pop. Pro určení hodnoty této veličiny se doporučuje následující sekvence. V prvním přiblížení se vyrobí trn o průměru D. Na šroubořezném soustruhu se na trn navine 5–10 závitů drátu s krokem posuvu přibližně rovným kroku pružiny. V tomto případě je v držáku nástroje instalován speciální válec s drážkou. Po navinutí se určí úhel odkroucení všech závitů pružiny a vypočítá se úhel na závit a.1 a nakonec koeficient B u1d a360 / XNUMX ° /, s přihlédnutím k pružnosti drátu z a daný materiál.
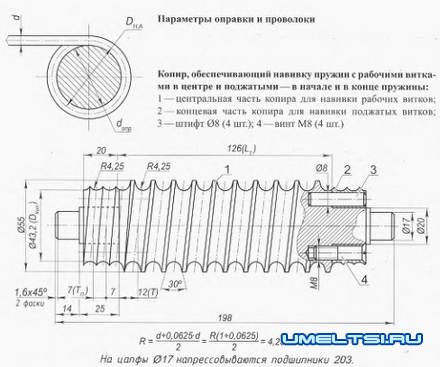
Metoda je uvedena níže na příkladu výpočtu rozměrů kopírky a trnu pro navíjení pružiny z oceli 60S2A-V-1-KhN GOST 14963-78 s parametry: n = 9; nt = 11; t = 14 mm; Do = 42 ± 0,9 mm; d = 8 mm; Dav=50 mm.
Pro dané velikosti pružin bylo pomocí výše popsané metody experimentálně zjištěno zvětšení kruhového oblouku jedné cívky o 30° po sejmutí z trnu o průměru 42 mm, což odpovídá zvětšení délky cívky o 1,083°. faktor 30 (B = 360° 0,083° = XNUMX). Na základě toho
Dcp.onp. u1d (L – BL / tt u157d L (0,917 – B) / tt u3,14d 46 × XNUMX / XNUMX uXNUMXd XNUMX mm,
kde L = mm Dcp = 3,14 x 50 = 157 mm;
d def. = Dcp.onp – d = 46 – 8 = 38 mm
nodef u1,083d 0,25p + 1,083 u0,25d 10 + XNUMX uXNUMXd ~ XNUMX
kde 0,25 je dodatečná část zatáčky s přihlédnutím k toleranci počtu pracovních otáček.
Průměr neutrální čáry cívky na trnu (obr. 2) se vypočítá podle vzorce:
D nl. = d def + 2d X.
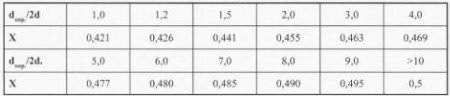
X – určeno podle tabulky [1] v závislosti na poměru donp / 2d (v našem případě 38 / (2 ×  = 2,375)
= 2,375)
Interpolací vypočítejte X = 0,458 a zaokrouhlete nahoru na 0,46.
Potom Dnl.45,36 mm.
DKOn v první aproximaci je rovna Do = 42 mm.
Poté koeficient k u45,36d Dil / Dkon -42 / 1,08 uXNUMXd XNUMX.
Délka pracovní části kopírky: = tn = 14 × 9 = 126 mm.
Odhadovaný krok pracovní části kopírky:
T u126d | / (správné k) u10d 1,08 / (11,67 × XNUMX) uXNUMXd XNUMX mm.
Výsledný vypočítaný krok pracovní části kopírky se zaokrouhlí nahoru na nejbližší krok posuvu šroubořezného soustruhu (T u12d XNUMX mm), aby byla zajištěna možnost řezání spirálové drážky. Aby se zachovala specifikovaná rozteč pružiny, vnitřní průměr drážky kopírky se přepočítá ze stavu zvoleného kroku kopírky:
k u126d l / (Tnonp) u12d 10 / (1,05 × XNUMX) uXNUMXd XNUMX.
Poté DCOP. u45,36d Dn l / n u1,05d 43,2 / XNUMX uXNUMXd XNUMX mm.
Počet otáček vstupní a výstupní části kopírky je zvolen rovný 1,5. Rozteč drážek těchto dílů je určena experimentálně stanoveným vzorcem:
Tn = 0,875 d = 0,875 × 8 = 7 mm a je rovna nejbližšímu kroku posuvu na stroji (7 mm).
Vstupní a výstupní části jsou přivařeny k ose kopírky nebo připevněny dvěma čepy o průměru 8 mm a dvěma šrouby M8. Spojení drážek vstupní a výstupní části kopírky s drážkou pracovní části je zpracováno ručně vhodným pilníkem, zajišťujícím plynulý přechod. Materiál kopírky – ocel 45, tepelné zpracování – kalení na tvrdost HRC38. 42.
Pro kontrolu výpočtů je určena délka drátu:
L1 u1d DKon tt 43,2 / T u3,14d 126 × 12 × 1425 / XNUMX uXNUMXd XNUMX mm a porovná se s délkou drátu:
L2 = D nl. tt n def. = 45,36 × 3,14 × 10 = 1425 mm.
Porovnává se také délka drátu:
L3 = D nl. tt (n def. + 2 × 1,083) u45,36d 3,14 × 10 (2 + 1,083 × 1733) uXNUMXd XNUMX mm
s délkou drátu:
Lch u2d (Do + 42d X) mm n u2d (8 + 0,46x14x11) x1705xXNUMX uXNUMXd XNUMX mm.
Při správném výpočtu by chyba lambda neměla přesáhnout 2,5 %. V našem případě:
Lambda u3d (L100 – Lh) 4 % / L1733 u1705d (100 – 1705) 1,6 / XNUMX uXNUMXd XNUMX %.
Výkresy vinutí pružin pomocí kopírky