Každý domácí mistr čelil problému připojení měděných částí a prvků. To zahrnuje jak elektrické práce, tak připojení měděných trubek v organizaci topných okruhů. Jaký je ale správný přístup k tomuto problému? V dnešním článku budeme hovořit o tom, jak správně pájet měděné prvky, zda je možné tento kov kombinovat s hliníkem nebo nerezovou ocelí a jaké další kompozice budou nutné k provedení takové práce.
Jak pájet měděné prvky: obecné informace
Nejčastějším problémem je nutnost pájení pramenů měděných drátů. Ale bez ohledu na to, jaké kovy musíte pájet, vždy je potřeba očistit povrchy od tuků a oxidů. K tomu použijte kalafunu, pastu na pájení měděných trubek nebo pájecí kyselinu.
Aby byly prvky pevně připájeny, doporučuje se je nejprve jednotlivě ošetřit tavidlem a poté pocínovat – na jejich povrchy nanést tenkou vrstvu pájky. Poté je lze spojit a přidáním trochy pájky důkladně zahřát. Cín se roztaví a spojí prvky co nejpevněji.

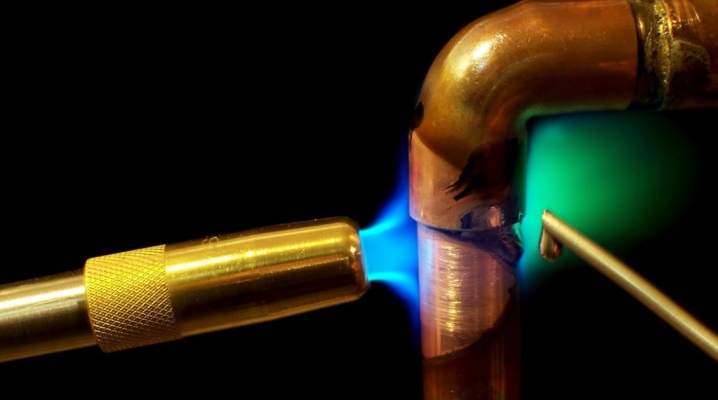
V některých případech se místo páječky používá plynový hořák. Používá se, když jsou pájené díly příliš velké. V těchto případech je ani ta nejvýkonnější páječka nedokáže zahřát, což znamená, že na pevné spojení můžete zapomenout. Hořák je důkladněji prohřeje.
Některé informace o spotřebním materiálu
Jako spotřební materiál se při takové práci používají:
- tavidlo;
- pájka;
- spojovací armatury.
Stojí za to prozkoumat tyto materiály podrobněji.

Použití tavidla k pájení mědi
Tavidlo je název pro různé látky nebo jejich sloučeniny, které mohou z kovového povrchu odstranit různé nečistoty, mastnotu a oxidový film. Jako tavidlo se nejčastěji používá kalafuna nebo pájecí kyselina, kterou lze vyrobit doma. To vyžaduje obyčejnou kyselinu sírovou a zinek. Zinkové tablety se postupně přidávají do kyseliny chlorovodíkové, se kterou reagují. Skutečnost, že kyselina je připravena k použití, lze rozpoznat podle ukončení reakce, nazývané leptání.

FOTO: vashtehnik.ru Různé možnosti toku – čpavek je příliš žíravý a je lepší ho odmítnout
Někdy může nastat situace, kdy není po ruce žádný tok. Pokud jsou poblíž borová prkna, nebo ještě lépe stromy, může dobře pomoci obyčejná pryskyřice, která také dokáže odstranit oxidy a další nečistoty.

FOTO: almaty.satu.kz Nejoptimálnějším tavidlem je kalafuna
Pájka pro pájení mědi a z čeho se skládá
Pájka – kompozice s nízkým bodem tání, schopná co nejvíce utěsnit spoj. Obvykle se jedná o slitinu cínu a olova. Navíc, čím méně olova ve složení, tím jednodušší bude proces pájení. V současné době se staly poměrně populární pájky ve formě drátu, uvnitř kterého je již tavidlo. Při práci s nimi není nutná žádná předúprava prvků kyselinou nebo kalafunou.

FOTO: promelec.ru Tato pájka je okamžitě vyrobena tavidlem, není nutná žádná další povrchová úprava
Tvarovky a jejich použití při pájení
Pokud je nutné pájet měděné trubky vodovodních nebo topných systémů, používají se tvarovky. Jedná se o pomocné prvky, které umožňují snadné připojení, odbočení nebo otočení hlavních potrubí. Více plně pájených měděných trubek bude diskutováno níže.

FOTO: potok-holoda.ru Tvarovek na pájení je spousta
Nuance samopájecí mědi: co potřebujete vědět
Aby bylo možné provádět vysoce kvalitní pájení, je nutné demontovat různé možnosti jeho výroby, a to jak pomocí páječky, tak pomocí plynového hořáku pro pájení měděných trubek a dalších prvků. Po cestě zvažte různé pájky, od žáruvzdorných po měkké.

FOTO: vseinstrumenti.ru Rozmontovaný pájecí hořák
Použití plynového hořáku pro pájení mědi a jiných kovů
Hořák se používá, když je potřeba pájet větší prvky. Může to být například měděné nádobí, varná konvice nebo velké dráty. V tomto případě bude vhodnější použít jako tavidlo borax. Pájka zde bude také potřebovat vysokou pevnost, takže použití PMF 7 (měď-fosforová pájka) bude optimální. Jeho bod tání je vyšší než u cínu, ale hořák si s tímto problémem hravě poradí.
Pájení měděných drátů: pokyny krok za krokem
Zkusme zjistit, jak pájet měděné dráty, na základě fotografických příkladů.





Více informací o mistrovské třídě naleznete v tomto videu.
Jakékoli tavidlo, stejně jako pájka pro pájení měděných drátů, lze zakoupit v železářství. Dnes na regálech najdete různé kompozice a slitiny určené pro takové účely.
Rozdíly v práci s měkkými a tvrdými pájkami
Pro malé práce kolem domu jsou nejlepší měkké pájecí dráty. Můžete s nimi pracovat i s páječkami s nízkým výkonem. Tvrdé slitiny však vyžadují „tvrdší“ přístup. Pro práci s nimi se používají kladivové páječky nebo hořáky.

Další možnosti pájení: práce s měděnými trubkami a různými kovy
Pájení měděných trubek vyžaduje určité zkušenosti v tomto druhu práce. Pokud se tedy domácí mistr pustí do takové práce poprvé, vyplatí se předem procvičit, aby již hotový vodovodní nebo topný okruh několikrát předělával. Měděné trubky lze pájet jak tvrdou pájkou (pomocí plynového hořáku), tak měkkými slitinami. V druhém případě je u měděných trubek vhodné použít vysokovýkonnou příklepovou páječku.

FOTO: m-chel.ru Přesné a kvalitní pájení je klíčem k odolnosti spoje
Nuance pájení měděných trubek: jak to udělat správně
Jako tavidlo pro pájení měděných trubek je nejlepší použít kalafunu. Aplikuje se v rovnoměrné vrstvě na vnější povrchy potrubí, načež se na něj namontuje tvarovka. Na její zadní straně je namontována druhá část dálnice. Dále se armatura zahřeje plynovým hořákem a podél švů se „nasadí“ pájka. Pod vlivem vysoké teploty se taví, vyplňuje šev a vytváří vysoce kvalitní těsné spojení.

FOTO: poliasmet.ru Někdy se musíte obejít bez kování
Pájení měděných trubek vlastníma rukama není příliš obtížné, ale tato práce vyžaduje péči a přesnost. Samozřejmě slovy, ne vše se dá vysvětlit srozumitelně, a tak dáváme do pozornosti Milému čtenáři video, jak pájet měď plynovým hořákem, ze kterého bude vše jasnější.
Po vypořádání se s otázkou, jak pájet měděné trubky doma, můžete přejít k dalšímu problému, a to pájení neidentických kovů (měď s hliníkem, železem nebo nerezovou ocelí).
Jak připájet měděný drát k hliníku
Pájení hliníku s mědí je poměrně komplikovaný proces. Je třeba poznamenat, že pro hliník je sotva vhodná stejná pájka jako pro měď a naopak. Je mnohem snazší spárovat tyto kovy pomocí ocelového pouzdra. Ačkoli dnes výrobce nabízí speciální pájky a tavidla pro takové účely, jejich náklady jsou značné, což vede k nerentabilnosti takové práce.

FOTO: kak-eto-sdelat.info Pájení mědi a hliníku je poměrně náročné
Celý problém spočívá v konfliktu mezi mědí a hliníkem. Mají různou žáruvzdornost, hustotu. Kromě toho hliník při interakci s mědí začíná silně oxidovat. Tento proces je zvláště urychlen, když spojem prochází elektrický proud. Pokud je tedy nutné připojit měděné a hliníkové vodiče, je nejlepší použít samosvorné svorkovnice WAGO, uvnitř kterých je kontaktní pasta Alyu Plus. Je to ona, kdo odstraňuje oxid z hliníku, zabraňuje jeho následnému vzhledu a podporuje normální kontakt s měděnými vodiči.
Poté, co jste přišli na to, jak pájet měď na hliník, můžete přejít k tvrdším kovům.

FOTO: mastergrad.com Bez takového spojení se někdy neobejdete
Jak pájet měď a nerezovou ocel
Při pájení mědi s nerezem nehraje důležitou roli ani samotný pájecí materiál, ale použitý nástroj, i když hodně záleží na spotřebním materiálu. Nejpřijatelnější materiály v tomto případě jsou:
- měď-fosforová pájka;
- cínové stříbro (Castolin 157);
- radiotechnika.
Někteří řemeslníci tvrdí, že se správným přístupem k práci postačí i ta nejběžnější pájka na bázi cínu a olova. Hlavní věc je povinné použití tavidla (borax, pájecí kyselina), důkladné zahřátí a teprve poté pájení (pájení).

FOTO: cusi3.ru Komplexní pájení mědi a nerezu
Takové sloučeniny jsou vzácné, a proto jsou specializované pájky pro takové účely poměrně drahé.
Pájení mědi železem – je to možné
Tato možnost je možná, ale za určitých podmínek. Například jednoduchý propanový hořák se již jako topidlo nehodí. Musíte použít propan s kyslíkem. Borax by měl být použit jako tavidlo, ale mosaz bude fungovat jako pájka. Pouze v tomto případě můžeme doufat v normální výsledek. Není těžké koupit pájku pro pájení mědi se železem nebo nerezovou ocelí. Hlavní věcí je pochopit, zda budou dodatečné náklady oprávněné.

FOTO: svarkavol.ru Pájení měděných a železných trubek je také možné
A nyní nabízíme podívat se na to, jak pečlivě mohou domácí řemeslníci provádět práci na pájecích trubkách dálnic pro různé účely.
Vlastnosti měděného pájení by měly být známy každému, kdo se rozhodne uspořádat domácí dílnu. Vědět, jak a jak pájet měď na nerezovou ocel doma, je snadné se vyhnout mnoha chybám. Stejně důležité je zjistit, jak pájet měď pomocí páječky s mosazí a jinými materiály.
Všeobecné informace
Než začnete pájet měď, musíte pečlivě prostudovat její metodiku. Pokusy okamžitě použít páječku nebo jiné vybavení rozhodně nepovedou k ničemu dobrému. Odpovědní specialisté musí studovat tematické GOST:
- 17325-79 (základní definice a termíny);
- 17349-79 (klíčové způsoby a metody);
- 19249-73 (typy spojů získané pájením);
- 859-78 (základní jakosti mědi);
- 19250-73 (typy pájecích tavidel);
- 7219-83 (technické parametry domácích páječek).
Pájení mědí se provádí dvěma klíčovými způsoby. Pomocí vysokoteplotní techniky se ohřev provádí až na 900 stupňů. Tento přístup poskytuje velmi dobré výsledky na vysokotlakých potrubích. Samozřejmě se zde neobejdete bez speciálních materiálů – běžná pájka se s takovým úkolem nevyrovná. A v ideálním případě by pro každý konkrétní úkol měl být vybrán vlastní typ pájky.
Z inženýrského hlediska je pájení velmi složitý fyzikální a chemický proces, při kterém je dosaženo nerozebíratelného spojení. Část části pod vlivem zahřáté látky se roztaví, zatímco dochází k takovým soukromým procesům jako:
- smáčení;
- šíření;
- saturace mezer;
- krystalizace.
Jak pevný spoj bude, závisí na vznikajících chemických vazbách mezi sousedními vrstvami a také mezi jednotlivými částicemi. Výhody pájení jsou:
- schopnost vázat libovolnou kombinaci kovů;
- schopnost zahájit práci bez ohledu na teplotu, na kterou se výrobky poprvé zahřejí;
- schopnost vázat kovové a nekovové látky;
- dostupnost spojů pro následné odpájení;
- relativně přesné vystavení geometrie a rozměrů výrobku;
- minimalizace vnitřních pnutí a rizika deformace;
- mechanická pevnost;
- poměrně vysoká produktivita (zejména při kapilárním pájení).
Měď se snadněji pájí než mnoho jiných kovů. Jeho povrch je bez problémů očištěn od nečistot. Reakce mědi zahřáté na vzduchu s kyslíkem a dalšími kontaktními látkami prakticky chybí. Proto můžete odmítnout různé toky složitého složení. Potrubí se pájejí převážně “kapilární” metodou, která komplikuje výběr trubek z hlediska geometrických parametrů, umožňuje však dosahovat mimořádně vysokých výsledků.
Pájení měděných přípojnic má důležité vlastnosti. Přesah by v tomto případě měl být roven alespoň průřezu obrobků. V ideálním případě musíte udělat o 50% více, protože musíte ještě připravit otvory pro šrouby a utáhnout výrobky. Můžete také přišroubovat řadu malých spojovacích prvků ve dvou řadách – pak se pevnost dále zvýší. Cínování se provádí pro každý díl zvlášť, aby pájka zaručeně zatekla do mezery.
Nástroje a materiály
V průmyslové praxi se používají různé způsoby spojování měděných dílů. Doma můžete použít konvenční elektrickou páječku. Kromě toho budete potřebovat také následující příslušenství a vybavení:
- tavidlo;
- tvrdá pájka;
- kovový kartáč;
- sada kartáčů;
- zařízení na řezání trubek (ruční nebo automatizovaný typ);
- hořák na zemní plyn.
Výkon použitého zařízení je určen tím, jak vysoká je teplota tání spotřebního materiálu. Úlohou tavidla je zabránit tvorbě oxidových filmů na spojovaných plochách. Další jeho funkcí je vylepšené rozložení pájky podél budoucího švu. Nejužitečnější pájkou je cín. Taví při relativně nízké teplotě, což usnadňuje práci. Někdy používají stříbrné složení, ale i přes svou atraktivitu je drahé.
Čisté stříbro se nepoužívá, míchá se s cínem a/nebo mědí. Měkká pájka se používá pouze v případech, kdy je nutné připojit vodovodní potrubí. V tomto případě platí dvě důležitá omezení: na průměr kanálu – až 10 cm a na teplotu ohřevu dílů – až 130 stupňů. Mezi měkké pájky patří:
- slitiny olova a cínu (toto je nejlepší volba);
- kompozice s malým množstvím cínu;
- speciální kompozice.
Tvrdé pájky se používají k získání co nejpevnějšího a nejstabilnějšího švu. Do této skupiny patří slitina mědi a zinku, kombinace mědi s fosforem a samotná čistá měď. Pro co největší stabilitu spoje je vhodné používat vícesložkové směsi. Pokud potřebujete pájet měděné vodiče, budete muset použít grafitovou elektrodu. V tomto provedení můžete zcela opustit pájku a tavidlo.
V některých případech se k pájení mědi používá vrták. Dělí se na 2 klíčové typy – A a B. Důležité je, že obě látky nejsou dostatečně chemicky stabilní. Nedoporučuje se je skladovat déle než 6 měsíců. Pro pájení se o něco lépe hodí vrták typu B.
V průmyslovém prostředí a dokonce i v některých vyspělých dílnách je laserové pájení široce používáno. Podobný přístup často používají i klenotníci, protože je pro ně důležitá přesnost a schopnost pracovat i ve velmi omezených oblastech. Ze stejného důvodu laserové zařízení oceňují i montéři rádií. Zahřívání přesně specifikované oblasti umožňuje vyloučit negativní změny v sousedních částech produktu. Nebudou se ozývat žádné cizí zvuky, stejně jako nebude docházet k znečištění ošetřovaných oblastí.
Pro práci s měděnými trubkami je také široce používána tyč. Stojí za zvážení, že také umožňuje vyhodnotit změnu teploty trubkových výrobků. Jsou dostatečně teplé, pokud se tyčinka začne okamžitě po dotyku tavit. Aby proces šel lépe, je tyč někdy dodatečně zahřívána hořákem. Důležité: dobrého výsledku lze dosáhnout pouze s dostatečnou čistotou povrchu.
Jak pájet?
Zvažte, jak správně pájet pomocí různých možností.
Trubky
Při vytváření potrubí můžete jeho části pájet k sobě i doma. Předčištění je snadné a nevyžaduje agresivní komponenty. Vysokoteplotní pájení probíhá při teplotě 450 stupňů. Pájkou v této situaci je samotné stříbro nebo měď. Kapilární pájení obvykle zahrnuje použití sloučenin BAg nebo BcuP.
Žíhání se doporučuje pro jeho předběžné změkčení. Přirozené chlazení připravených spojů pomáhá předcházet nadměrné ztrátě pevnostních vlastností. Zvýšené proudění vzduchu, zejména ponoření do studené vody, je kontraindikováno. Tvrdé pájení se používá pro trubky o průřezu 1,2-15,9 cm, vysokoteplotní – pro plynovody. V instalatérské praxi je silný ohřev důležitý, pokud se provádí monolitické spojování dílů o průměru větším než 2,8 cm, nebo pokud je nutné cirkulovat kapalinu ohřátou na více než 120 stupňů.
Vysokoteplotní úprava se používá také při vytváření topných okruhů. Z již připraveného systému bude snadné vytvořit odbočku bez demontáže. Nízkoteplotní zpracování umožňuje získat švy o šířce 0,7 až 5 cm, z důvodu nízké pevnosti je takové spojení nevhodné pro spojování plynových potrubí. Absence žíhání vám však umožňuje udržovat pevnost na slušné úrovni a samotný postup je bezpečnější, tímto způsobem můžete získat švy od 0,6 do 10,8 cm.
Řezání trubek na míru se obvykle provádí ruční řezačkou trubek. Rovnoměrného řezu se dosáhne přidržením obrobku přísně pod úhlem 90 stupňů k přípravku. Na spojovaných dílech nesmí být žádné otřepy nebo otřepy, které by mohly bránit průchodu kapaliny. Před nanesením tavidla bude nutné díly odmastit. Přebytečné tavidlo je nepřijatelné, jakmile je nanesena jeho rovnoměrná vrstva, lze části potrubí spojovat a pájet k sobě.





