Lapování je úprava povrchů dílu lapem – nástrojem z měkkých materiálů s jemnozrnným brusným práškem nebo pastou naneseným na jeho povrch, pomocí kterého se nanáší vrstva kovu nebo film jeho oxidů. odstraněny z ošetřeného povrchu. Pro tyto operace jsou na povrchu součástí ponechány přídavky až 0,01–0,02 mm. Tloušťka kovové vrstvy odstraněné lapováním při jednom průchodu nepřesahuje 0,002 mm. Lapováním se získávají spoje přesných geometrických tvarů s vysokou povrchovou úpravou (ozubená kola, ventily, těsnění, pouzdra, kohouty atd.). Jako lapovací materiály se používají GOI pasty, které zahrnují oxid chrómu (74–81 %), oxid křemičitý, stearin atd. Mezi lapovací nástroje patří kotouče, válce, kužely, desky, tyče, kroužky vyrobené podle tvaru dílů, které mají být lapoval. Lapy jsou vyrobeny ze skla, měkkého železa, měkké oceli, mědi, mosazi, olova, dřeva.
Lapování a dokončování jsou jemné dokončovací operace při povrchové úpravě. Přesnost dosahovaná u těchto typů zpracování je 0,001–0,002 mm.
Lapováním se získávají spoje nepropustné pro kapaliny a plyny (kohoutky, ventily s hnízdy, plunžry s manžetami), jemné doladění nejčastěji koriguje drobné deformace vzniklé při tepelném zpracování.
1. Lapovací materiály
Brusné prášky se používají jako řezný materiál pro broušení:
- mletí zrna se zrnitostí od č. 200 do č. 16;
- mlecí prášky se zrnitostí od č. 12 do č. 16;
- mikroprášky nebo minutky o zrnitosti od M40 do M5.
Mezi prášková brusiva používaná pro lapování patří elektrokorund, krokus (oxid železa), vídeňské vápno, oxid chrómu, smirek (oxid hlinitý), karborundum, diamantový prach.
Nejtvrdším lapovacím brusivem je diamantový prášek, používá se k broušení tvrdých kalených výrobků. Další v tvrdosti je karborundum, pak korund, smirek a krokus. Nejčastěji se k lapování používá smirek. Drcené sklo se používá k broušení dílů z litiny a bronzu.
Pro běžné instalatérské práce se používají prášky č. 12, 10, 8, 6, 5, 4, 3. Mikroprášky se používají na broušení vzorů, šablon, měření dlaždic. Označují se písmenem M (mikro) a číslem udávajícím velikost zrna v mikronech.
Zpracování abrazivními dokončovacími materiály začíná hrubými prášky a pro získání hladšího povrchu je dokončeno mikroprášky.
Proces lapování suchými prášky je neefektivní, protože oxidový film na lapovaném povrchu se tvoří poměrně pomalu. Proto by mělo být broušení prováděno brusnými prášky navlhčenými v nějaké kapalině, která oxiduje kovový povrch. Malý přídavek kyseliny olejové nebo sulfofresolu zvyšuje konečný efekt 1,5–2krát.
Brusný prášek smíchaný s oxidační kapalinou a spojovacím materiálem je lapovací pasta. Nejlepšími lapovacími pastami jsou pasty GOI (Státní optický institut), které se dělí na hrubé, střední a jemné (tabulka 6). Vyrábějí se ve formě válcových kusů nebo desek.
Tabulka 6. Složení past GOI, %
Hrubá pasta slouží k odstranění kovové vrstvy měřené v desetinách milimetru (odstranění stop opracování hoblováním, broušením, pilováním, hrubým škrábáním); střední pasta – k odstranění vrstvy měřené v setinách a tisícinách milimetru (získání polozrcadlově lesklého povrchu po jejím zpracování hrubou pastou), řídká pasta – k dodání zrcadlového lesku povrchu (dekorativní leštění).
2. Lapování
Překrytí použité pro lapování povrchů dílů musí být tvarováno tak, aby odpovídalo konfiguraci lapovaného povrchu. Lapovaný materiál musí být měkčí než materiál obrobku. Jsou vyrobeny z litiny, měkké oceli, červené mědi, mosazi, olova, tvrdého dřeva. Nejčastěji se používají lapy z litiny, červené mědi a mosazi. Olovo a dřevo se používají pouze k obnovení lesku poté, co byly výrobku dodány konečné rozměry lapováním.
Před lapováním jsou povrchy lapů potaženy brusným práškem, jehož zrna jsou vtlačena do povrchu lapů. Tento proces se nazývá lapování karikatur.
Lapování je karikováno dvěma způsoby: před začátkem procesu broušení nebo přímo v procesu broušení. Karikatura před lapováním spočívá v tom, že se na plochý nános nalije velmi tenká a rovnoměrná vrstva brusného prášku nebo pasty a poté se silně přitlačí ocelovou tyčí nebo přítlačným válečkem.
Pro karikaturu válcových plátků se vezme pevný ocelový plát, na něj se nasype tenká rovnoměrná vrstva brusného prášku (nebo se nanese vrstva pasty) a přes něj se převalí válcový plát, který se přitlačí tak, aby se abrazivní materiál stlačil do jeho povrchu. V tomto případě je třeba věnovat pozornost skutečnosti, že povrch klínu je rovnoměrně pokryt abrazivním materiálem a ten je přitlačen do klínu stejnou silou.
Pro karikaturu lapování během procesu lapování se nejprve lapovaný povrch produktu pokryje stejnoměrnou vrstvou brusného prášku nebo pasty a poté začne lapování. Během lapování je brusivo vtlačeno do klínu. Tato metoda poskytuje menší přesnost než předchozí. Čím tvrdší je brusný prášek, tím tvrdší je lapovací materiál. Při výběru lapovacího materiálu mějte na paměti následující. Lappingy z měkkého materiálu (měď, olovo) nejlépe drží velká brusná zrna a ty z tvrdého materiálu (litina) drží jemná zrna. Proto se pro měkké lapy používají jako brusiva smirek, korund, karborundum a pro tvrdé lapy – krokus, oxid chromový, pasty GOI.
Pro lapování tvrdých materiálů by měly být použity tvrdší lapy, protože měkké lapy se rychle opotřebovávají.
Optické sklo nebo zrcadlové sklo o tloušťce 30–40 mm může sloužit jako překrytí používané s pastami GOI.
Při předběžném lapování, kdy je odstraněna poměrně velká vrstva kovu, je nutné použít tvrdší lapování.
Pracují opět s karikovaným lapováním až do úplného otupení. Při lapování se nedoporučuje přidávat do něj abrazivní materiál, protože brusivo, které není vtlačeno do lapače a je ve volném stavu mezi lapováním a lapovanou plochou, snižuje přesnost operace.
V průběhu práce je nutné zajistit, aby povrchy klínu nebyly ucpané, nebyly pokryty nečistotami a měly správný tvar (obr. 1). Pro rovnoměrné opotřebení klínu pracujte po celé jeho ploše. Obnovte opotřebované klíny přesným hoblováním, škrábáním, soustružením a broušením.
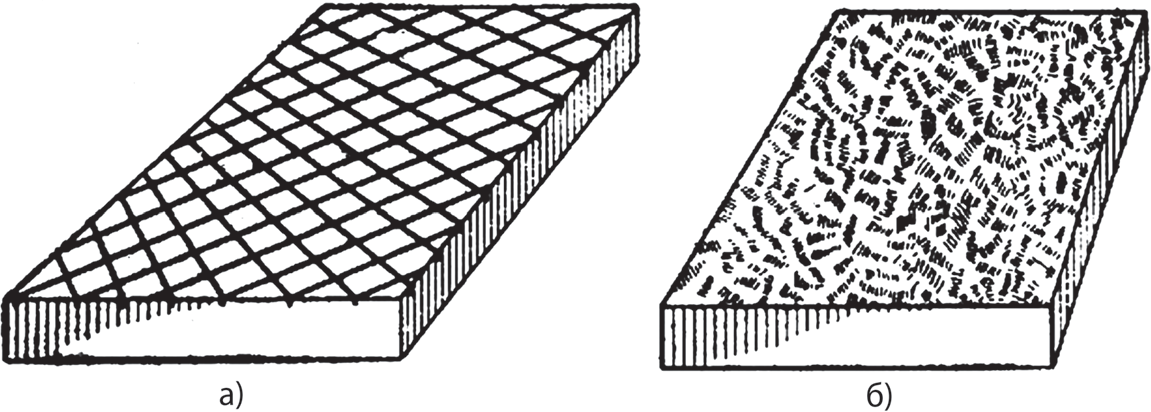
Obr. 1. Lapování pro opracování rovin: a – deska s drážkami pro hrubé broušení; b – deska pro jemné broušení
Dělené překrytí pro hluboké válcové otvory (obr. 2, a) se skládá z litinové dělené objímky 6 s otvorem uprostřed. Tento otvor je vytvořen kónicky, s prodloužením od středu ke koncům objímky. Do otvoru se vloží trny 1 a 5, spojené čepem 4.
V procesu lapování se průměr objímky postupně zvětšuje v důsledku dalšího sbližování trnů. K tomu uvolněte matice 2 a 3 a otočte trn 1 vůči trnu 2 o úhel, který zvětší průměr děleného trnu o 0,05 mm.
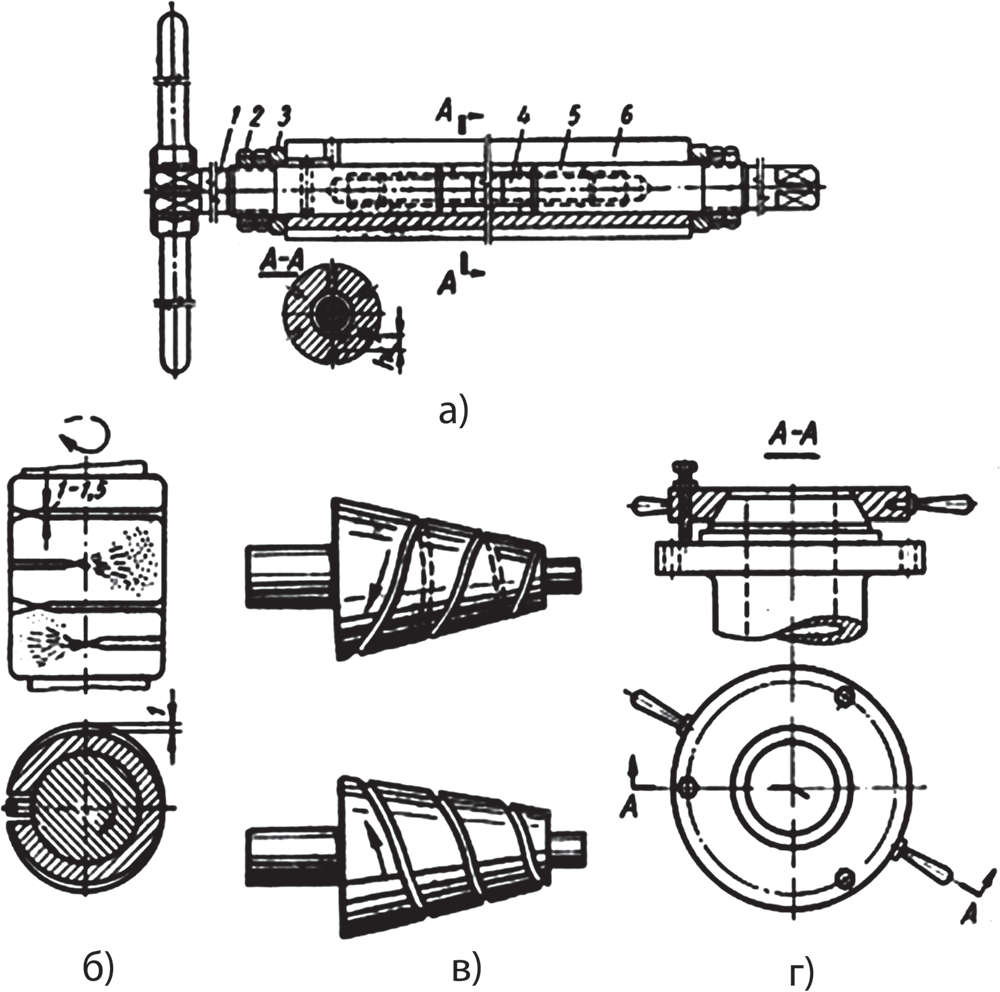
Obr. 2. Obvody otvorů: a – dělený pro hluboké válcové otvory; b – válcový s drážkami pro rovnoměrné rozložení lapovací pasty po délce; c – pro kuželové otvory; d – pro kuželové plochy přírub
Přepážku lze instalovat na vertikální vrtací nebo radiální vrtací stroj. V tomto případě je trn 1 otočně spojen s vřetenem stroje. Délka objímky je o 20–30 % větší než je hloubka lapovaného otvoru a tloušťka propojky h je odlišná v závislosti na průměru lapovaného otvoru (tabulka 2).
Tabulka 2. Tloušťka propojky h v závislosti na průměru lapovaného otvoru
| Průměr lapovaného otvoru D, mm | 30-45 | 45-65 | 65-85 | 85-100 | St. 100 |
| Tloušťka h propojky, mm | 6 | 7 | 8 | 9 | 10 |
Spirálové drážky se často vytvářejí na pracovní ploše válcových lapsů. Obzvláště výhodné jsou lapy s excentrickými drážkami (obr. 2, b). Výstupy těchto drážek jsou rovnoměrně rozmístěny, takže pasta, která je během provozu vytlačována z drážek, je rovnoměrně rozložena po celé délce obráběného otvoru.
Zkosené otvory jsou lapovány přeplátováním znázorněným na obr. 2, c.
Přesah pro kuželové plochy přírub (obr. 2, d) má tři dorazové stavěcí šrouby. Tyto šrouby se instalují pomocí spárové měrky s mezerou mezi koncem šroubu a povrchem příruby = 0,1 mm. Otřete díl otáčením klína za rukojeti doleva a doprava. Šrouby nedovolí, aby se klín zdeformoval. Když se šrouby začnou dotýkat příruby, odšroubují se a znovu nainstalují na sondu s mezerou 0,1 mm atd. až do konce broušení.
3. Způsoby a techniky broušení
Lapování (dokončování) rovných ploch. Tato operace se obvykle provádí pomocí minerálního oleje, technického tuku, petroleje, benzínu. Nedoporučuje se třít ani sušit na sucho, protože brusný prášek je nerovnoměrně rozmístěn a navíc se díly zahřívají a mohou se zdeformovat.
Různá kola vyžadují různé mazání. Pro litinové lapy se jako mazivo používá petrolej nebo benzín, pro měkkou ocel – strojní olej, pro měď – strojní olej, líh a soda. Ocelové díly se třou strojním olejem a technickým sádlem, bronzovým sádlem, litinovým petrolejem. Při zvlášť vysokých požadavcích na kvalitu povrchu oceli se používá vídeňské vápno ředěné v lihu, případně krokus ve vazelíně. Hliník se potírá tripolem zředěným v toluenu s kyselinou stearovou nebo v oleji na dřevo.
Ploché nedosedající plochy se nejčastěji lapují ručně na pevných lapovacích deskách.
Lapovací desky pro předběžné broušení jsou opatřeny podélnými a příčnými drážkami (obr. 1, a). Tyto drážky se vyrábějí o šířce a hloubce 1–2 mm ve vzdálenosti 15–20 mm od sebe. Drážky jsou určeny ke sběru odstraněných kovových třísek a brusných zrn vypadávajících z povrchu desky. Finální lapovací desky nemají drážky. Lapování na desky poskytuje velmi přesné výsledky, takže se na nich brousí díly, které vyžadují obzvláště vysokou přesnost, zejména zakřivená pravítka, šablony, měřidla, dlaždice.
Pro broušení dílů se deska karikuje brusivem nebo se na ni v tenké stejnoměrné vrstvě nanáší brusný prášek smíchaný s olejem.
Povrch určený k lapování je pečlivě připraven. Předběžné broušení poskytuje nejlepší výsledky. Přídavek na lapování není ponechán větší než 0,02 mm (velké přídavky zvyšují složitost).
Obrobek se položí lapovanou plochou na desku a mírným tlakem se kruhově posouvá v kombinaci s přímočarými pohyby po celé ploše desky. Zároveň vyčnívající ostré hrany brusných částic umístěných na klínu odříznou z výrobku velmi tenkou vrstvu kovu. Tlak na produkt by měl být rovnoměrný a ne silný. Je nutné zajistit, aby nedocházelo k silnému zahřívání součásti. Pokud je díl zahřátý, pak se lapování přeruší a produkt se nechá vychladnout.
Úzké plochy a tenké výrobky (vzory, čtverce, pravítka) jsou lapovány kovovou tyčí, která je přitlačena ke straně dílu a posouvána po překrytí spolu s ním. Takové tyče slouží jako vodítka, bez nich je obtížné udržet produkt ve svislé poloze.
Lapování se změnou vrstvy brusné hmoty se několikrát opakuje, dokud ošetřený povrch nedosáhne požadované kvality.
Konečné lapování pro lesk povrchu se provádí v jednom oleji s přidáním zbytků brusného prášku z předběžného lapování.
Pro broušení rovných ploch se kromě desek používají různá zařízení.
Například řada plochých výrobků se brousí pomocí měděných a litinových rotačních kotoučů. Na rovině disku jsou radiální drážky umístěné ve vzdálenosti 30–50 mm od sebe. Pro broušení na rotačních kotoučích existují speciální stroje. Někdy je disk zafixovaný
vřeteno brusky. Lapování s rotujícím diskem je méně přesné než lapování na desce. Proto se často používá pouze pro předúpravu. Lapování na skleněné desky, které se používají pro konečnou úpravu měřidel, dlaždic atd., poskytuje velmi vysokou přesnost. V tomto případě se lapování často provádí v jednom oleji a prášek jsou zbytky práškového prachu na rovinách produktu z předběžného lapování nebo pasty GOI. Mechanizované lapování se s úspěchem používá při opravách vedení lože místo finálního škrábání (nejčastěji při opravách hoblíků). Na předem oškrábaná vedení se nanese vrstva pasty GOI (hrubá), nanese se stůl stroje, což je v tomto případě lap, a ten se uvede do pohybu z převodovky stroje. Po 8–10 dvojitých tazích se opotřebovaná pasta odstraní a vodítka se umyjí petrolejem. Jak lapování postupuje, na vodítkách se objevují matná místa, která charakterizují odstraňování kovu v těchto místech. Na konci lapování (po 5–7 hodinách) získá povrch vodítek lůžka 90% matný odstín se záblesky vzácných světelných bodů. Zde je lapování dokončeno, důkladně umyto a místa rozbita škrabkou, která chrání vodítka před odřením během provozu stroje.
Lapování kuželových a válcových ploch. Vnitřní kuželové plochy jsou třeny zátkami (obr. 2, b), vnější – s kuželovými kroužky (obr. 3), části kohoutů a ventilů – s lícujícími plochami bez použití speciálního lapování.
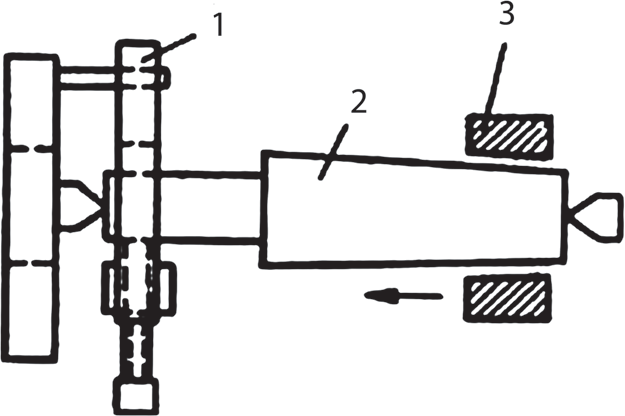
Obr. 3. Lapování kroužku na kužel na soustruhu: 1 – límec; 2 – korek; 3 – kroužek
Plochy určené k tření se nejprve opracují na stroji s největší možnou přesností: stopy po fréze by měly být téměř neznatelné. Před lapováním zkontrolujte, zda se kužel hrdla rovná kuželu korku. Chcete-li to provést, udělejte na korku křídou tři rovné čáry, zasuňte korek do zásuvky až na doraz a 2-3krát otočte. Pokud korkový kužel odpovídá prstenci, pak se křídové proužky setřou z styčných ploch. Pokud je pro lapování použito lapování, pak se lapováním zkontroluje také každá z protilehlých částí.
Kuželová plocha se brousí přeplátováním následovně. Mazivo s abrazivním práškem v něm zředěným (nebo pastou GOI) se nanese na lap (obr. 2, b) v rovnoměrné vrstvě, lap se vloží do otvoru a ručně se otáčí kolem osy klikou nebo rotátorem. Po 10-12 pohybech se lap vyjme (sejme), otře do sucha a lapuje povrch, načež se operace lapování opakuje, dokud celý ošetřený povrch nezíská matnou nebo lesklou barvu.
Pro broušení kroužku ke korku na soustruhu (obr. 3) se do středu umístí korek 2 a na něj se nasadí kroužek 3 (korek by se při otáčení neměl klepat). Poté se na rotační zátku nasune kroužek, namaže se olejem a posype abrazivním práškem, který zabrání otáčení. Periodicky se kroužek stahuje zpět a znovu se nasouvá na korek až do selhání. Nemůžete silně tlačit, stačí držet kroužek na rotujícím korku tak, aby pevně seděl. Po 2-3 minutách se na povrchu korku objeví matný pruh, který se postupně zvětšuje. Když se jeho šířka rovná tloušťce prstence, broušení je dokončeno.
Pro zabroušení kohoutkové zátky ke kuželovému sedlu se první namaže olejem a posype drceným sklem nebo se namaže pastou GOI medium. Poté se korek zasune do objímky a otáčí se jedním nebo druhým směrem, přičemž se zajistí, že dojde k tření po celém povrchu korku a po celém povrchu otvoru. Při otáčení doprava se korek mírně stlačí a při otáčení doleva se zvedne. Aby se celý povrch třel rovnoměrně, jsou otáčky doprava o něco větší než otáčky doleva, zatímco korek se v objímce postupně otáčí. Během provozu je povrch korku posypán drceným sklem nebo potřen pastou GOI. Sklo se tluče v hmoždíři, dokud se nezíská skelný prášek.
ve formě mouky a poté prosejte přes jemné síto. Vhodný prášek je zvažován, pokud neobsahuje pevné částice. Když se pevné částice dostanou do procesu práce mezi lapovacími rovinami, aby se zabránilo odírání, práce se okamžitě pozastaví, zátka se odstraní a očistí od prášku.





