1. Léčba tlakem je založena na schopnosti kovů nevratně měnit svůj tvar bez destrukce pod vlivem vnějších sil. Zajišťuje výrobu přířezů pro výrobu dílů, v některých případech i samotných dílů požadovaných tvarů a velikostí s potřebnými mechanicko-fyzikálními vlastnostmi.
Léčba tlakem – progresivní, ekonomická a vysoce výkonná metoda obrábění kovů, vyvíjející se směrem k maximálnímu přiblížení tvarů a rozměrů obrobku tvaru a rozměrům součásti, která zajišťuje lepší využití kovu, snižuje pracnost následného řezání a snížení výrobních nákladů.
Při výrobě kovových výrobků je tváření kovů široce používáno jak za tepla, tak za studena. Hlavními způsoby tváření kovů jsou válcování, tažení, lisování, kování a ražení.
Válcování – jedna z důležitých metod tlakového zpracování, která zpracovává více než 75 % vytavené oceli.
Válcování se provádí uchopením obrobku 2 (obr. 22, a) a jeho deformace mezi válci rotujícími v různých směrech 1 válcovna; v tomto případě se tloušťka obrobku zmenší a délka a šířka se zvětší. Role mají hladký povrch pro válcování plechů nebo řezané drážky, které tvoří ráže pro získání kulatého nebo čtvercového pásu, kolejnic atd.
Výkres je proces, při kterém obrobek 2 (obr. 22, b) se protáhne na rýsovacím stole otvorem pro nástroj 1zvaný táhnout; v tomto případě se průřez obrobku zmenšuje; a jeho délka se zvětšuje.
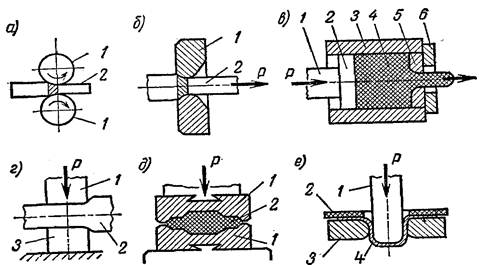
Rýže. 22 Schémata hlavních metod tváření kovů:
a – válcování; b – kreslení; c – lisování; g – kování; e – objemové ražení; e – archové ražení
Stiskněte představuje vytlačování obrobku 4 (obr. 22, c), umístěné ve speciálním válci – nádobě 3, skrz otvor matrice 5držený držákem matrice 6extruze se provádí pomocí lisovací podložky 2 a punč 1. V závislosti na tvaru a velikosti otvoru matrice se získá řada produktů.
Kování kov je stlačit obrobek 2 (obr. 22, d) mezi horní 1 a nižší 3 kladivové hlavy pomocí různých nástrojů. Volným kováním na bucharech nebo lisech se získávají výkovky různých velikostí jednoduchých nebo složitých tvarů.
Razítko – proces deformace kovu v zápustkách, jejichž tvar a rozměry vnitřní dutiny určují tvar a rozměry výsledného výkovku. Rozlišujte objemové a archové ražení.
Při kování (obr. 22, e) na horkých kovacích bucharech a lisech se obrobek 2 deformované v razítku 1. Lisování plechu (obr. 22, e) se provádí na lisech pro ražení za studena. S pomocí šídla 1, lisování 2, matrice 3 list prázdný 4 promění v produkt.
2. Rozlišujte tváření kovů za tepla a za studena.
Tváření kovů za tepla charakterizované jevy návratu a rekrystalizace, absencí tuhnutí (zpevnění); mechanické a fyzikálně chemické vlastnosti kovu se mění relativně málo. Plastická deformace nevytváří pruhování (nerovnost) mikrostruktury, ale vede ke vzniku pruhování makrostruktury u litých sochorů (ingotů) nebo ke změně směru vláken makrostruktury (prameny nekovových vměstků) během zpracování. kovů tlakem sochorů získaných válcováním, lisováním a tažením. Páskováním makrostruktury vzniká anizotropie mechanických vlastností, při které jsou vlastnosti materiálu podél vláken obvykle lepší než jeho vlastnosti v příčném směru.
na zpracování kovů za studena proces plastické deformace je doprovázen kalením, které mění mechanické a fyzikálně-chemické vlastnosti kovu, vytváří pruhování mikrostruktury a také mění směr vláken makrostruktury. Při tváření kovů tlakem za studena vzniká textura, která vytváří anizotropii nejen mechanických, ale i fyzikálně-chemických vlastností kovu. S využitím vlivu tváření kovů na vlastnosti kovu je možné vyrábět díly s nejlepšími vlastnostmi při nejnižší hmotnosti.
Pro získání obrobků tlakovým zpracováním se používají různé deformovatelné materiály: uhlíkové, legované a vysoce legované oceli, žáruvzdorné slitiny, slitiny na bázi hliníku, mědi, hořčíku, titanu, niklu atd.
Výchozími polotovary pro tváření kovů jsou ploché a kulaté ingoty různých velikostí a hmotností z oceli a neželezných slitin.
Před tlakovou úpravou jsou ingoty podrobeny mechanickému zpracování, které spočívá v odříznutí horní a spodní části a vyčištění povrchu od vad odlitku.
Velikost a hmotnost ingotů závisí na jejich účelu. Válcové ingoty jsou určeny pro výrobu tyčí, profilů a trubek. Vyrábějí se převážně metodou kontinuálního lití. Ploché ingoty se používají k výrobě různých výkovků, plechů, pásů, pásů atd.
3. Významnými výhodami tváření kovů ve srovnání se slévárenskou výrobou a řezáním je možnost výrazného snížení kovového odpadu a také zvýšení produktivity práce, neboť v důsledku jediného působení síly se tvar a rozměry přetvářeného obrobek lze výrazně změnit. Kromě toho je plastická deformace doprovázena změnou fyzikálních a mechanických vlastností kovu obrobku, z čehož lze získat díly s nejlepšími výkonnostními vlastnostmi (pevnost, tuhost, vysoká odolnost proti opotřebení atd.) s nejmenší hmotností.
Tyto a další výhody tváření kovů (uvedené níže) přispívají k trvalému růstu jeho podílu v kovoobrábění. Zlepšení technologických postupů tváření kovů, ale i použitého zařízení umožňuje rozšířit sortiment dílů vyráběných tlakovým zpracováním, zvětšit sortiment dílů z hlediska hmotnosti a rozměrů a také zvýšit rozměrovou přesnost polo- hotové výrobky získané tvářením kovů.
Líbil se vám článek? Přidejte si ji do záložek (CTRL+D) a nezapomeňte ji sdílet se svými přáteli:





