Ke spojování dílů se často používá svařování argonovým obloukem. Díky této technologii můžete získat švy vynikající kvality. TIG svařování se používá nejen ve výrobě, ale i při opravách. Kromě toho je tato metoda ideální pro svařování kovových konstrukcí.
Díly jsou spojovány argon-obloukovou metodou pomocí speciálních svařovacích strojů TIG. V tomto článku budeme hovořit o výhodách a nevýhodách technologie, vlastnostech procesu svařování v argonovém prostředí a výběru zařízení TIG.
Technologické funkce
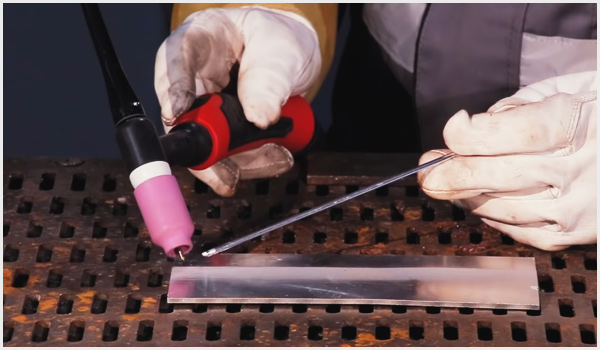
Zkratka TIG znamená Tungsten Inert Gas – svařování v inertním plynu. Tento způsob spojování kovových dílů se používá ve výrobě a dílnách. Zajišťuje vytvoření 2-5 mm elektrického oblouku mezi elektrodou a obrobkem a zároveň současnou ochranu svařovací zóny inertním plynem (tak, aby nebyla ovlivňována atmosférickým vzduchem). V tomto případě se používají nekonzumovatelné wolframové spotřební materiály.
V závislosti na tom, který kov nebo slitina se spojuje, se používá stejnosměrný nebo střídavý svařovací proud. Ochranný plyn je dodáván svařovacím strojem TIG prostřednictvím hořáku připevněného k držáku. Téměř vždy je to argon, takže svařování TIG se často nazývá argon-oblouk.
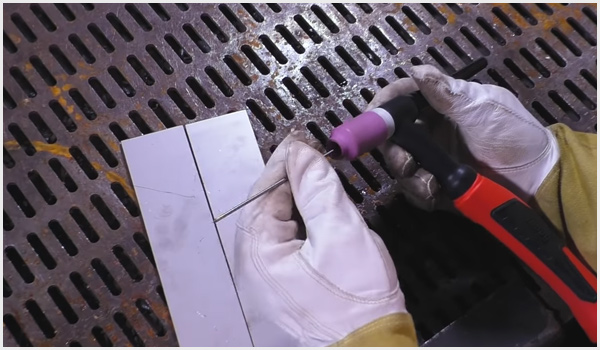
Pro svařování tenkých obrobků nejsou potřeba příčné vibrace. Hořák musí být jednoduše pečlivě veden podél linie spojování obrobků, pak se šev ukáže jako extrémně hladký. Malé vibrace by měly být prováděny pouze tehdy, když je nutné rozšířit hranice spojení nebo uzavřít mezeru. Svarová lázeň se natáhne a na povrchu se vytvoří drobné šupinky.
Díky teplotě oblouku od dvou do pěti tisíc stupňů Celsia svářečka TIG efektivně natavuje okraje kovových polotovarů, což umožňuje jejich spojování a vytvoření tenkého švu. Pro zpevnění konstrukce se používají výplňové tyče. Přísada se přivádí do svařovací zóny volnou rukou. Díky tomu svářeči zvyšují výšku válce a dodávají spoji další pevnost. Dokonce je možné svařovat kov za účelem následného mechanického opracování dílu (obroušení, zhotovení drážky).
Ochranný plyn přiváděný do hořáku z válce zabraňuje tvorbě pórů. Díky tomu jsou švy odolné a těsné.
Výhody a nevýhody svařování TIG
TIG má oproti jiným metodám elektrického svařování řadu zřetelných výhod. Není to však bez stinných stránek.
- zajišťuje vysoce kvalitní svařování nerezových ocelí i neželezných kovů;
- naostřená wolframová elektroda umožňuje vytvořit úzké a čisté spoje;
- během práce nedochází k ulpívání kovových stříkanců na povrchu;
- minimální zahřívání zajišťuje minimální deformaci produktu;
- šev není pokryt struskovou krustou;
- je možné svařovat díly s přísadou nebo bez ní;
- výsledný spoj často nevyžaduje dodatečné opracování;
- spoje jsou nepropustné a schopné odolat vysokému zatížení.

- rychlost vytváření švů je nižší než u metody MIG;
- wolframové elektrody jsou drahé;
- důležité jsou dovednosti svářeče (nebude fungovat hned, aby se dostal do práce, jako u poloautomatických zařízení);
- tělo hořáku neumožňuje pracovat na těžko dostupných místech;
- kvůli trysce hořáku je viditelnost svařovací zóny poněkud omezená (nyní se někdy používají průhledné trysky);
- pokud se používá přísada, musíte tyč neustále podávat a kontrolovat její délku (během procesu svařování se délka tyče rychle snižuje a je nepohodlné držet v ruce dlouhý drát);
- je nutné dodatečně vynaložit peníze na nákup ochranného plynu;
- není možné normálně pracovat venku za větrného počasí (inertní plyn je odfouknut a zóna elektrického svařování začíná interagovat s okolním vzduchem).
K čemu slouží TIG zařízení?

TIG svařování se používá ke spojování hliníku, titanových sochorů, konstrukčních prvků z legovaných ocelí. Používá se při opravách prasklých automobilových součástek: chladiče, olejové vany atd. Pomocí svařovacích strojů TIG se z plechů vyrábí kontejnery pro skladování různých druhů výrobků.
Podobné svářečky lze nalézt na mnoha čerpacích stanicích, protože se bez nich neobejde žádná seriózní oprava karoserie. Téměř v každém domě jsou kuchyňské spotřebiče a vyhřívané věšáky na ručníky, jejichž různé části jsou spojeny metodou TIG.
Vlastnosti výběru stroje TIG
Svařovací stroje TIG obvykle fungují ze sítí s napětím 220 nebo 380 V. Pro domácí použití se bude hodit první možnost. Pokud potřebujete často cestovat se svářečem nebo pracovat ve výškách, bylo by rozumné pořídit si lehký model (4-8 kg).
1. Druh svařovaného kovu a proud. DC zvolte, pokud plánujete pracovat s titanem, černou ocelí, mědí, nerezovou ocelí. Svařování hliníku vyžaduje střídavý proud.
2. Proudový proud. Čím širší je rozsah pracovního proudu, tím více různých tloušťek dílů můžete svařovat. U velmi tenkých obrobků bude potřeba malé množství proudu.
3. Přítomnost pulzního režimu. Toto řešení je navrženo pro zlepšení kvality elektrického svařování tenkých obrobků. Technologie je založena na střídání dvou svařovacích proudů s určitou frekvencí.
4. Doba trvání zařazení. Vyjadřuje se v procentech a udává, jak dlouho může argonový svařovací stroj pracovat bez vypnutí. Pokud je hodnota např. 70 %, tak z 10 min. pracovní proces svářeče při maximálním proudu bude 7 min. použít a 3 min. “odpočinek”.
5. Užitečné doplňkové funkce. Navrženo tak, aby vám usnadnilo pracovní postup. Například HF (High Frequency Arc Start) usnadňuje a hladce startuje zapálením oblouku bez dotyku svařovaného povrchu. Režim Mix Tig poskytuje hloubkovou penetraci a efektivní čištění povrchu od oxidového filmu – můžete pracovat s hliníkem 1,5krát silnějším než v běžném režimu AC. Existuje mnohem více různých funkcí.
1. Hořák. Obvykle se dodává se svářečkou, ale nemusí být součástí prémiových strojů. Stává se to ventilem nebo tlačítkem. Při nákupu věnujte pozornost délce rukávu.
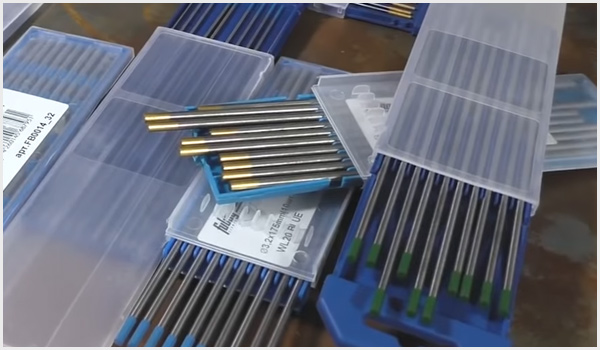
2. Wolframová elektroda. Barva hrotu označuje, s jakým kovem je spotřební materiál určen. Modré elektrody jsou nejuniverzálnější. Průměr prvku volte také podle síly proudu a hloubky průniku.
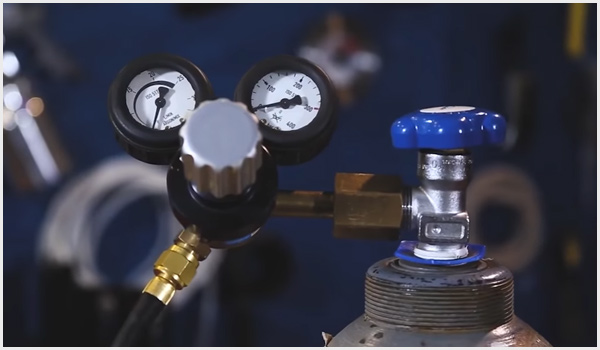
3. Válec s reduktorem. Pro občasné použití postačí objem 10 litrů. Prostorné lahve na 40 . 150 litrů se kupují do dílny nebo do výroby.
TIG svářečky pro domácí dílnu
Resanta SAI-230 AD
Kompaktní zařízení sestavené na bázi moderních IGBT tranzistorů. Pracuje na stejnosměrný proud. Liší se proudem 10-230 A. Umožňuje pracovat bez přestávek až sedm minut na maximální výkon (PV 70%), proto je určen nejen pro domácí, ale i pro profesionální elektrické svařování.
K ovládání tohoto svařovacího stroje TIG jsou k dispozici mechanické spínače a knoflíky. Je třeba poznamenat, že existuje regulátor indukčnosti oblouku, který umožňuje vybrat hloubku průniku. Jsou zde dvě LED, které signalizují napájení sítě a tepelnou ochranu. Mezi další funkce patří Hot Start, Anti Stick, Arc Force pro režim MMA. SAI-230 se pohodlně nosí díky ramennímu popruhu.
FUBAG INTIG 200 AC/DC IMPULZNÍ

Model je určen pro svařování hliníku a jeho slitin, neželezných kovů, oceli (nerez, uhlík, nízkolegovaná).
Díky funkci TIG DC PULSE lze svařovat tenké materiály s vysokou kvalitou. Dodatečný režim AC svařování umožňuje práci s hliníkovými polotovary. Tento svařovací stroj TIG má devět individuálně uložených svařovacích programů. Pro zobrazení parametrů jsou k dispozici dva digitální displeje. Požadované hodnoty lze snadno nastavit díky intuitivním sekvenčním diagramům.
Argonová svářečka je chráněna před přepětím a přetížením do 400 V, vybavena systémem chlazení vzduchem. Pro snadné zahájení práce jsou k dispozici další možnosti HF a TIG Lift.
V předchozí řadě modelů byl stroj vybaven speciálním průhledným krytem ovládacího panelu. Co pomohlo ochránit panel před náhodným cvaknutím a prachem
Svarog REAL TIG 200 W223
Tento model je kompaktní (rozměry 420x160x310 mm). Je určen pro stejnosměrné svařování ocelí (nerez, uhlík), mosazi, bronzu, titanu, mědi, litiny. Stejně jako nepodobné slitiny.
Kovové pouzdro modelu má pohodlnou rukojeť a ochranné nárazníky. Tento argonový svařovací stroj je dobře přizpůsoben ruským reáliím: chráněn podle standardu IP21S, zajišťuje stabilní provoz v rozsahu napětí 160-270 V. Mechanické ovládání. Na digitální obrazovce se zobrazí indikátor zvolené aktuální síly. Pro kvalitní dokončení švu je k dispozici regulátor doby dodatečného proplachování plynem. Je zajištěna funkce vysokofrekvenčního zapalování oblouku.
Tato univerzální svářečka je určena pro profesionální pulzní svařování jakýmkoliv typem proudu TIG. Liší se kvalitní montáží. Uplatnění najde jak v malých dílnách, tak ve stavebnictví a průmyslu. Podporuje také svařování MMA. Používá se pro spojování hliníku, oceli, nerezu, barevných kovů. Podporovaný proud: 5-200 A.
Díky pohodlnému a intuitivnímu cyklogramu na palubní desce argonové svářečky můžete nastavit režim „Pulse“ a upravit všechny fáze procesu elektrického svařování. Ovládání je zde mechanické, ale nechybí digitální displej. Pro jemné doladění je k dispozici osm praktických knoflíků. Podporuje dálkové ovládání pomocí dálkového ovládání. K dispozici je HF funkce. Na horní straně pouzdra jsou dvě madla pro snadné přenášení.
Nevýhody PRO INTER TIG 200: velké rozměry a značná hmotnost – 49,8×32,8×30,2 cm a 20 kg, parametry ne všech funkcí jsou zobrazeny na obrazovce, nedochází k vyplnění kráteru.
TRITON ALUTIG 200P AC/DC
Další všestranné zařízení. Liší se v přítomnosti nastavení rovnováhy polarity a proudu. Vybaven funkcí Mix Tig, možností nastavení frekvence až do 200 Hz, výběr aktuálního průběhu ze čtyř možností. Díky trojúhelníkovému tvaru vlny umožňuje pracovat s tenkým hliníkem. Do paměti této argonové svářečky lze uložit až 10 předvoleb. Pracovní rozsah: 10-200 A.
Mezi nevýhody ALUTIG 200P: značná hmotnost – 23,5 kg; hodnota maximálního proudu MMA dosahuje pouze 160 A, což je méně než u většiny podobných modelů.
Vlastnosti svařování hliníku TIG stroje
Elektrické svařování hliníkových přířezů není tak jednoduchá záležitost. Jejich povrch je nutné nejprve očistit od vrchní zoxidované vrstvy a odmastit acetonem nebo jiným rozpouštědlem. Kromě toho může být vyžadován okrajový úsek – pro vytvoření kořene linie švu. Pro efektivnější odvod tepla by bylo vhodné umístit přířezy na měděné nebo ocelové obložení.
Další, co potřebujete správně nastavit stroj pro svařování TIG : specifikujte vhodnou intenzitu proudu, nastavte dobu čištění argonu atd. Pokud je svářečka AC / DC, musíte ji přepnout na AC.





